Prusa i3 Hephestos/it
|
English • العربية • български • català • čeština • Deutsch • Ελληνικά • español • فارسی • français • hrvatski • magyar • italiano • română • 日本語 • 한국어 • lietuvių • Nederlands • norsk • polski • português • русский • Türkçe • українська • 中文(中国大陆) • 中文(台灣) • עברית • azərbaycanca • |
Release status: working

| Description | |
| License | |
| Author | |
| Contributors | |
| Based-on | |
| Categories | |
| CAD Models | |
| External Link |
Contents
- 1 Introduzione
- 2 Galleria
- 3 Specifiche tecniche
- 4 Differenze rispetto ad altri modelli di Prusa i3
- 5 Parti stampate
- 6 Lista dei materiali
- 7 Assemblaggio delle Guide
- 7.1 Strumenti richiesti non inclusi nel BOM
- 7.2 Preparazione prima dell'assemblaggio
- 7.3 Assemblaggio dell'asse X
- 7.3.1 Asse X
- 7.3.1.1 Introdurre i cuscinetti
- 7.3.1.2 Preparare il tendicinghia dell'asse X
- 7.3.1.3 Introdurre il tendicinghia dell'asse X
- 7.3.1.4 Introdurre i cuscinetti nelle barre lisce
- 7.3.1.5 Preparare il sensore del fine-corsa dell'asse X
- 7.3.1.6 Introdurre il sensore del fine-corsa dell'asse X nella barra liscia
- 7.3.1.7 Introdurre le barre lisce nelle parti laterali
- 7.3.1.8 Montare il motore dell'asse X
- 7.3.1.9 Inserire il bullone di regolazione per il sensore del fine-corsa dell'asse X
- 7.3.1.10 Inserire la puleggia nel motore dell'asse X
- 7.3.2 Asse Z
- 7.3.2.1 Attaccare il fine-corsa del motore al frame
- 7.3.2.2 Unire i motori dell'asse Z
- 7.3.2.3 Fissaggio del morsetto superiore delle barre lisce
- 7.3.2.4 Preparare il fine-corsa dell'asse Z
- 7.3.2.5 Unione dell'asse X con Z: Inserire le barre filettate
- 7.3.2.6 Unione dell'asse X con Z: Inserire le barre lisce
- 7.3.2.7 Unione dell'asse X con Z: Unione con l'asse X:
- 7.3.2.8 Unione dell'asse X con l'asse Z: Giunti flessibili
- 7.3.2.9 Unione dell'asse X con l'asse Z: Fine-corsa dell'asse Z
- 7.3.3 Asse Y
- 7.3.3.1 Preparazione della barra filettata M10
- 7.3.3.2 Preparazione delle barre lisce
- 7.3.3.3 Unione delle barre lisce e delle barre filettate
- 7.3.3.4 Fissaggio con i dadi
- 7.3.3.5 Fissaggio con le fascette
- 7.3.3.6 Preparazione del tendicinghia dell'asse X
- 7.3.3.7 Preparazione del motore dell'asse Y
- 7.3.3.8 Preparazione delle barre filettate M8 - Parte 1
- 7.3.3.9 Preparazione della barra filettata M8 - Parte 2
- 7.3.3.10 Unione delle barre
- 7.3.3.11 Fissaggio della struttura con i dadi
- 7.3.3.12 Preparazione della base in alluminio
- 7.3.3.13 Fissaggio della base in alluminio con le fascette
- 7.3.3.14 Preparare il fine-corsa della base
- 7.3.3.15 Fissaggio del fine-corsa alla base
- 7.3.3.16 Inserire la cinghia dell'asse Y
- 7.3.3.17 Stringere tutti i dadi
- 7.3.3.18 Posizionare la base acrilica
- 7.3.3.19 Preparare il fine-corsa dell'asse Y sul frame
- 7.3.3.20 Fissaggio del fine-corsa dell'asse Y sul frame
- 7.3.3.21 Unione dell'asse Y con l'asse X e Z: installare gli assi
- 7.3.3.22 Unione dell'asse Y X e Z: Montare e avvitare i dadi
- 7.3.4 Estrusore
- 7.3.4.1 Preparare il carrello
- 7.3.4.2 Posizionare il carrello nell'asse X
- 7.3.4.3 Fissaggio del carrello con una fascetta
- 7.3.4.4 Posizionare la cinghia sull'asse X
- 7.3.4.5 Avvitare il supporto dell'estrusore
- 7.3.4.6 Posizionare l'estrusore
- 7.3.4.7 Posizionare l'ugello e l'Hot end
- 7.3.4.8 Posizionare il vetro sulla base
- 7.3.5 Elettronica
- 7.3.6 Inserire i cavi nella catena portacavi dell'asse X
- 7.3.1 Asse X
- 7.4 Impostazioni della stampa
- 7.5 Ciao mondo: La tua prima stampa
- 7.6 Allegati
Introduzione
- La stampante 3D Hephestos è una stampante 3D open source disegnata e sviluppata dal dipartimento di Innovazione e Robotica di bq. Hephestos è basata sull’architettura della Prusa i3 e include alcuni miglioramenti ispirati da altre stampanti come la PowerCode, parti sviluppate dalla comunità RepRap e poi perfezionate e nuove parti sviluppate direttamente in bq.
- Lo scopo finale è quello di offrire un design robusto cercando di colmare alcune lacune presenti in design precedenti come i fine-corsa e l’utilizzo di catene per la raccolta dei cavi di cablaggio. Abbiamo inoltre posto particolare enfasi nel creare una buona documentazione per facilitare l’assemblaggio della stessa.
- Dove acquistarla
- 3DEspana.com From Spain Worldwide Shipping kit 299€ - Orballo Printing (Prusa Steel) - bq Spagna - (autore) - spedizione gratuita - IBEROBOTICS Shop - Servizio di montaggio opzionale. - Leds & Chips Assemblata - Portogallo - Leds & Chips Portogallo - Iniciativas 3D Spagna - wi3d Print Spagna - 3D Proditive Shop Spagna - Simac Spagna - Crea3D Italia - 3DPrinter Store Repubblica ceca

Video istruzioni dell'assemblaggio (Youtube):
<videoflash type="youtube">nvTeJvRi8Bo</videoflash>
Galleria











Specifiche tecniche
Dimensioni
- -Dimensioni della stampante: (x) 460 x (y) x 370 (z) (senza portarotolo) 510mm (con portarotolo) 583mm
- -Dimensioni dell'area di stampa : (x) 215 x (y) 210 x (z) 180mm
- -Dimensioni dell'imballaggio: (x) 400 x (y) 400 x (z) 250mm
Meccanica
- -Frame in alluminio e base verniciata a polveri
- -Barre cromate lisce per gli assi X, Y, Z
- -Cuscinetti a sfera lineari LM8UU per gli assi X, Y e Z
- -Cuscinetti a sfera assiali B623ZZ per gli assi X e Y
- -Catena raccoglicavi Igus
- -Giunto flessibile in alluminio 5 - 5mm per l'asse Z
- -Sistema di livellamento della base di stampa a 4 punti con ammortizzazione
- -Sistema di cambio veloce della base di stampa con Clips
- -Base in vetro dimensioni 220x220x3mm
- -Ventole brushless con movimento su cuscinetti a sfera
Risoluzione di stampa
- -Altissima: 60 microns
- -Alta: 100 microns
- -Media: 200 microns
- -Bassa: 300 microns
Meccanica dell'estrusore
- -Estrusore della Witbox
- -Ugello da 0.4mm
- -Sistema di raffreddamento con ventilatore assiale
- -Sistema di raffredamento del modello stampato
Velocità di stampa
- -Velocità raccomandata: 50mm/s
- -Velocità massima raccomandata: 80mm/s
Elettronica
- -Ramps 1.4 RepRap conforme allo standard RepRap Interface Standard RIS1
- -Display LCD con encoder rotativo con pulsante di navigazione
- -Alimentatore 220V AC 12 DC 100W
- -Termistore sull’estrusore 100K
- -Elemento riscaldante 12V 40W
Software
- -Firmware derivato dal Marlin
- -Software raccomandato: Cura
- -Files supportati: Gcode
- -OS supportati:
- Windows XP e successivi
- Mac OS X e successivi
- Linux
Comunicazioni
- -Lettore di schede SD standard
- -Porta USB di tipo B
Materiali
- Filamento in PLA da 1.75mm
Differenze rispetto ad altri modelli di Prusa i3
- Fine-corsa:
- Disegnato dal dipartimento bq specificatamente per questo modello.
- Fine-corsa:
- Tensori della chingia
- Tendicinghia dell'asse X identico alla Power Code. Tendicinghia dell'Asse Y scaricato da Thingiverse. http://www.thingiverse.com/thing:68185
- Supporto per la RAMPS
- Disegnato dal dipartimento bq specificatamente per questo modello. Include tre ancoraggi per raccogliere i fili su un lato tramite flangie, guidandoli in modo da non intasare i dissipatori dei drivers.
- Supporto LCD
- Disegnato dal dipartimento bq specificatamente per questo modello. Il disegno è stato inspirato da http://www.thingiverse.com/thing:121640
- Supporto della ventola
- Disegnato dal dipartimento bq specificatamente per questo modello.
- Catena portacavi
- E’ stato modificato il disegno originale per includere su tutti gli assi delle catene portacavi.
- Alimentatore
- Alimentatore PC
- Estrusore
- Estrusore della Witbox.
- Frame
- E’ stato modificato rispetto all'ufficiale. Presenta una rientranza nell'area dell'asse Y per i bulloni di regolazione per prevenire attriti una volta finito il livellamento. File:Frame&base Hephestos.dxf.zip
- Volume di stampa
- 215x210x180mm
Parti stampate
Pagina Thingiverse http://www.thingiverse.com/thing:371842
Disegni proprietari
Accoppiamento della catena dell'asse X
Parte Downloads 
File:Acople cadeneta Eje X.zip

Bloccaggio del fine-corsa dell'asse X
Parte Downloads 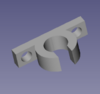
File:EjeX final de carrera.zip

Bloccaggio del fine-corsa dell'asse Y
Parti Downloads 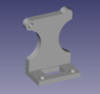
File:EjeY final carrera marco.zip 
File:EjeY final carrera base.zip


Bloccaggio del fine-corsa dell'asse Z
Parte Downloads 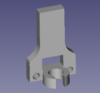
File:Eje Z final carrera.zip

Protezione dell'Hot End
Parte Downloads 
File:Seguridad Hot end.zip

Strumenti
Parte Downloads 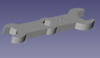
File:Llave fija impresa archivos.zip

Supporto LCD
Parte Downloads 
File:Soporte lcd.stl 
File:Bisagra lcd.stl


Supporto della ventola
Parte Downloads 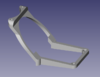
File:Soporte ventilador archivos.zip

Supporto del filamento



Modifiche
Carrello asse X
- All'originale sono state apportate le seguenti modifiche:
- -Attacco per riavvolgere la catena portacavi Igus nella parte superiore (sopra i cuscinetti).
- -Aggiunta di una piccola sporgenza per assicurare il contatto con il fine-corsa dell'asse X (Situato al lato del cuscinetto lineare verso il basso rispetto al carrello.)
Originale Modifcato X Axis carriage (Power CODE) Asse X carrello (Hephestos) 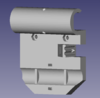
File:Eje X carro A archcivos.zip


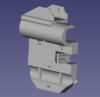
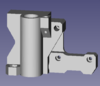
Bloccaggio del motore del'asse Z sinistro
- -Catena portacavi incorporata.
Originale Modificata Clamping the left Z Axis motor (Power CODE) Bloccaggio del motore del'asse Z sinistro (Hephestos) 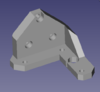
File:I3-zbottom izq.stl File:Eje Z soporte inferior izquierda archivos.zip


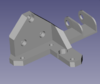
Fine dell'asse X con motore
- Per fornire robustezza al bullone che permette di regolare l'altezza dell'asse Z.
- -Si è allungata la base e si è ridotto l'allentamento del dado per evitare che il bullone si muova.
- -Si è spostato il foro del bullone per ottenere una maggiore precisione nell'attivazione del fine-corsa.
Originale Modificato X Axis left (Power CODE) Asse X sinistro (Hephestos) 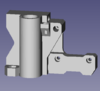
File:EjeX izquierda.zip
.PNG)
.PNG)
Supporto RAMPS
- Sono stati aggiunti tre ganci. Ogni gancio permette attraverso una fascetta, di trattenere e raccogliere tutti i cavi verso la RAMPS. In questo modo viene favorito il raffredamento dei drivers.
Originale Modificato RAMPS support (Witbox) RAMPS supporto (Hephestos) 

File:Suplemento RAMPS(original).stl File:Soporte RAMPS archivos.zip


Kit completo
Kit completo di tutte le parti dell'Hephestos:
Lista dei materiali
Strumenti
Parte Nome Quantità

Chiave Allen Ø 2 (Brugola da 2mm) 1 
Chiave Allen Ø 2.5 (Brugola da 2.5mm) 1 
Cacciavite ceramico per taratura. 1 
Ago per agopuntura con diametro di 0.4mm 
Chiave stampata 10 (M6) - 13 (M8) - 17 (M10) 1

Elettronica
Parte Nome Quantità

Ramps 1.4 1 
Stepstick Drivers A4988 4 
Fine-corsa 3 
Pannello di controllo LCD 1 
CAVO USB (Tipo B), 1.8 m. 1 
Cavo del motore Nema 17 4 
Cavo del fine-corsa con connettore 3pin femmina con lunghezza di 40 cm 2 Cavo del fine-corsa con connettore 3pin femmina con lunghezza di 85 cm 1 
Motore Nema 17 4 
Kit cavi estrusore (Cavo del motore Nema (con connettore) + Cavo del Termistore con connettore + cavo ventola e cavo del ventilatore + elemento riscaldante) 1 
150mm di cavo flessibile bicolore da 1mm² 1 
Alimentatore 220 AC 12 DC 100W 1 
Cavo 220AC (Europeo) 1 
Supporto LCD 1 
Supporto LCD 1 
Supporto Ramps 1 
Supporto ventola 1 
Bullone M3x10 - DIN-912 Class 8.8 Nero 4 
Bullone M3x12 - DIN-912 Class 8.8 Nero 2 
Bullone M3x16 - DIN-912 Class 8.8 Nero 2 
Bullone M3x20 - DIN-912 Class 8.8 Nero 4 
Dado M3 - DIN 934 Class 8 Nero 12 
Guaina termorestringente 2.5 x 500mm 1 
Fascetta nera 100 x 2.5mm 10 
Ventola di raffreddamento Brushless DC - RD5010B12H con 20cm di cavo senza connettore 1 
Adattatore/connettore Jack-Ramps 1 
Catena portacavi Igus 15x10mm 52



















Estrusore
Parte Nome Quantità

Estrusore Witbox ( estrusione diretta per 1.75mm di filamento, con 0.4mm ugello) 1 
Supporto dell'estrusore 1 
Protezione dell'Hot End 1 
Bullone M4 x 6mm DIN-912 8.8 Class (con intaglio perl'Allen 2.5mm) 2 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Bullone M3 x16 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 1



Asse X
Parte Nome Quantità

Barra cromata liscia 8mm x 370mm 2 Bullone M3x10 - DIN-912 8.8 Class Nero 4 Bullone M3x16 - DIN-912 8.8 Class Nero 2 Bullone M3x20 - DIN-912 8.8 Class Nero 2 
Bullone M3x25 - DIN-912 8.8 Class Nero 1 
Bullone M6x40 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 7 
Dado M5 - DIN 934 Class 8 Nero 2 
Dado M6 - DIN 934 Class 8 Nero 3 
Carrello dell'asse X A 1 
Carrello dell'asse X B 1 
Cuscinetto dell'asse X B623ZZ 2 
Asse X destro 1 
Cuscinetti del tendicinghia dell'asse X B623ZZ 1 
Asse X sinistro 1 
Cavo catena portacavi dell'asse X sinistro 1 
Fine-corsa dell'asse X 1 
Cuscinetto assiale B623ZZ 1 
Cuscinetto (20 denti) GT2 1 
Cuscinetti lineari LM8UU 1 Fascetta nera 100x2.5mm 1















Asse Y
Parte Nome Quantità
Barra cromata liscia 8mm x 340mm 2 
Barra filettata cromata M10x370mm 2 Barra filettata cromata M8 x 205mm 4 Bullone M3 x10 - DIN-912 8.8 Class Nero 7 Bullone M3 x16 - DIN-912 8.8 Class Nero 1 Bullone M3 x20 - DIN-912 8.8 Class Nero 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 6 Dado M3 - DIN 934 Class 8 Nero 7 
Dado M8 - DIN 934 Class 8 Nero 22 
Dado M10 - DIN 934 Class 8 Nero 8 
Rondella M8 - DIN-125 Class 6 Nera 22 
Rondella M10 - DIN-125 Class 6 Nera 8 
Dado flangiato dentellato M10 - DIN 6923 Class 8 Nero 4 
Rondella M10 - DIN-125 Class 6 Nera 4 Supporto cuscinetti dell'asse Y B623ZZ 2 
Supporto cinghia dell'asse Y 1 
Cuscinetti tendicinghia dell'asse Y B623ZZ http://www.thingiverse.com/thing:68185 1 
Motore dell'asse Y 1 
Angolo dell'asse Y 1 
Fine-corsa base dell'asse Y 1 
Fine-corsa frame dell'asse Y 1 Cuscinetto (20 denti) GT2 1 Cuscinetti lineari LM8UU 3 Fascetta nera 100x2.5mm 11 
Cinghia 6mmx1m GT2 1 
Base in alluminio 1 
Base acrilica 220x220x8mm con fori 3.5mm 1 Cuscinetti assiali B623ZZ 1 
Molla (lunga: 30,5mm ; diametro esterno: 4,5mm; Spessore filo: 0.45mm) 4 
Vetro 220x220x3mm 1 
Clips (35x10mm) 4 Fascetta nera 100x2.5mm 11


















.png)
Asse Z
Parte Nome Quantità Barra cromata liscia 8mm x 320mm 2 Barra filettata cromata nera M5x300mm 2 Bullone M3x10 - DIN-912 8.8 Class Nero 16 
Bullone M3 x18 - DIN-912 8.8 Class Nero 2 Dado M3 - DIN 934 Class 8 Nero 2 
Supporto superiore asse Z 1 
Supporto superiore destro per l'asse Z 1 
Fine-corsa dell'asse Z 1 
Supporto superiore sinistro per l'asse Z 1 
Giunto flessibile in alluminio 5 - 5mm 2 Frame nero in alluminio 1






Assemblaggio delle Guide
Strumenti richiesti non inclusi nel BOM
Parte Immagine 
Saldatore e stagno 
Morsa 
Lima di metallo 
Forbici




Preparazione prima dell'assemblaggio
Preparazione dei cuscinetti
- Materiali necessari:
Parte Nome Quantità Cuscinetto a sfera LM8UU 1 Puleggia asse X,Y e cuscinetto B623ZZ 2
- Assemblaggio:

Step A

Step B

Step C

Step D
Preparazione dei motori
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 4 Lima 1 Morsa 1
- Assemblaggio:

Step A

Step B

Step C
Inserimento dei dadi
- Materiali necessari:
Immagine Nome 
Saldatore Parte - Dado

- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F
- Parti dove inserire i dadi:
Immagine Immagine dettagliata Name Dado Quantità 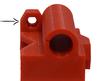
Asse X destro Dado M5 - DIN 934 Class 8 Nero 1 
Asse X sinistro Dado M3 - DIN 934 Class 8 Nero 1' 
Asse X sinistro Dado M5 - DIN 934 Class 8 Nero 1 
Tendicinghia dell'asse X B623ZZ cuscinetto Dado M3 - DIN 934 Class 8 Nero 1 
Tendicinghia dell'asse Y B623ZZ cuscinetto Dado M3 - DIN 934 Class 8 Nero 1 
Carrello dell'asse X A Dado M3 - DIN 934 Class 8 Nero 2 
Supporto ventola Dado M3 - DIN 934 Class 8 Nero 2 
Supporto ventola Dado M3 - DIN 934 Class 8 Nero 2 

Fine-corsa base dell'asse Y Dado M3 - DIN 934 Class 8 Nero 1 
Protezione Hot End Dado M3 - DIN 934 Class 8 Nero 1











Preparazione dei cavi del motore
- Materiali necessari:
Immagine Nome Quantità Motore Nema 17 4 Cavo Motore Nema 17 4 Saldatore e stagno 1 Guaina termorestringente 2.5 x 500mm 1
- Lunghezza cavo (dalla base del motore al connettore)
Motore Lunghezza totale (cm) Lunghezza motore(cm) Lunghezza estensione(cm) X 85 30 55 Y 50 20 30 Z Destro 45 15 30 Z Sinistro 65 30 35
- Nota: Tagliare quattro pezzi di guaina termorestringente per il cavo del motore di 2 cm.
- Nota: Preparare i motori degli assi X e Y prima di montare la Prusa e i motori dell'asse Z dopo averla montata.
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F

Step G

Step H

Step I

Step J
- Nota: Prima di saldare i motori dell'asse z, passare il cavo nudo del motore attraverso il foro.
- Assemblaggio:

Step A

Step B
Preparazione del cavo dell'alimentatore
- Materiali necessari:
Immagine Nome Quantità Forbici 1 Adattatore/connettore Jack-Ramps 1 Alimentatore 220 AC 12 DC 100W 1 150mm di cavo flessibile bicolore da 1mm² 1
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E
Step F

Step G
Assemblaggio dell'asse X
Asse X
Introdurre i cuscinetti
- Materiali necessari:
Parte Nome Quantità Cuscinetti lineari LM8UU 4 Asse X sinistro 1 Asse X destro 1
- Assemblaggio:

Step A

Step B

Step C
Preparare il tendicinghia dell'asse X
- Materiali necessari:
Parte Nome Quantità Cuscinetti tendicinghia dell'asse X B623ZZ 1 
Puleggia 1 Bullone M3x20 - DIN-912 8.8 Class Nero 1 Bullone M6x40 - DIN-912 8.8 Class Nero 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Introdurre il tendicinghia dell'asse X
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 1 1 
Assemblaggio step 2 1 Dado M6 - DIN 934 Class 8 Nero 3
- L'obiettivo del tendicinghia è tendere o rilasciare in maniera semplice la cinghia una volta installata.
- Nota: È necessario limare le parti. Il tendicinghia deve scorrere perfettamente con la parte che trattiene.
- Assemblaggio:

Step A

Step B

Step C
- Nota: I due dadi vanno stretti fermamente assieme. Utilizzare la chiave come da figura per ottenere la tensione necessaria quando viene installata la cinghia.

Step D

Step E

Step F
- Nota: Con l'aiuto della chiave avvitare il dado per ottenere un dado a farfalla sul bullone.
Introdurre i cuscinetti nelle barre lisce
- Materiali necessari:
Parte Nome Quantità Barra cromata liscia Ø 8mm x 370mm 2 Cuscinetti lineari LM8UU 3
- Assemblaggio:
Step A
Step B
Preparare il sensore del fine-corsa dell'asse X
- Materiali necessari:
Parte Nome Quantità Fine-corsa asse dell'asse X 1 Fine-corsa 1 Dado M3 - DIN 934 Class 8 Nero 2 Bullone M3x10 - DIN-912 8.8 Class Nero 2
- Assemblaggio:

Step A

Step B
Introdurre il sensore del fine-corsa dell'asse X nella barra liscia
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 4 1 
Assemblaggio step 5 1
- Assemblaggio:
Step A

Step B
Introdurre le barre lisce nelle parti laterali
- Materiali necessari:
Parte Nome Quantità Assemblaggio step 1 1 
Assemblaggio step 3 1 Assemblaggio step 6 2
- Assemblaggio:
- La lunghezza della barra, una volte unite le parti laterali, dovrebbe essere approssimativamente di 31 cm.
Step A
Step B
Montare il motore dell'asse X
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Bullone M3x16 - DIN-912 8.8 Class Nero 2 
Assemblaggio step 7 1 Attacco dell'asse X con la catena portacavi sinistra 1
- Assemblaggio:
- Nota: Allineare il cavo del motore in alto.

Step A

Step B

Step C
Inserire il bullone di regolazione per il sensore del fine-corsa dell'asse X
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 8 8 Bullone M3x25 - DIN-912 8.8 Class Nero 1
- Assemblaggio:

Step A

Step B
Inserire la puleggia nel motore dell'asse X
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 1 Puleggia (20 denti) GT2 1
- Assemblaggio:
- Nota: Stringere con la chiave Allen da 2mm la puleggia all'asse nella zona smussata.

Step A

Step B

Step C
Asse Z
Attaccare il fine-corsa del motore al frame
- Materiali necessari:
Parte Nome Quantità Supporto inferiore destro dell'asse Z 1 Supporto inferiore sinistro dell'asse Z 1 
Frame nero in alluminio 1 Bullone M3x10 - DIN-912 8.8 Class Nero 6

- Assemblaggio:

Step A

Step B
Unire i motori dell'asse Z
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 2 
Assemblaggio step 1 1 Bullone M3x10 - DIN-912 8.8 Class Nero 6
- Assemblaggio:
Nota: Allineare il cavo del motore al frame

Step A
Step B
Fissaggio del morsetto superiore delle barre lisce
- Materiali necessari:
Parte Nome Quantità Frame nero in alluminio 1 Supporto superiore dell'asse Z 2 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Bullone M3x18 - DIN-912 8.8 Class Nero 2
- Assemblaggio:
Nota: E' necessario limare alcuni fori.
Step A
Step B
Preparare il fine-corsa dell'asse Z
- Materiali necessari:
Parte Nome Quantità fine-corsa 1 fine-corsa asse Z 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:

Step A

Step B

Step C
Unione dell'asse X con Z: Inserire le barre filettate
- Materiali necessari:
Parte Nome Quantità 
Asse X 1 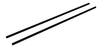
Fine-corsa dell'asse Z 1

- Assemblaggio:

Step A

Step B
Unione dell'asse X con Z: Inserire le barre lisce
- Materiali necessari:
Parte Nome Quantità 

Assemblaggio step 2 and 3 1 
Barre cromate lisce 8mm x 320mm 2

- Assemblaggio:

Step A

Step B
Unione dell'asse X con Z: Unione con l'asse X:
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 6 1 
Assemblaggio step 5 1
- Assemblaggio:

Step A

Step B

Step C
Unione dell'asse X con l'asse Z: Giunti flessibili
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 7 1 Giunto flessibile in alluminio 5 - 5mm 2
- Assemblaggio:
Step A
Step B

Step C

Step D
Unione dell'asse X con l'asse Z: Fine-corsa dell'asse Z
- Materiali necessari:
Parte Nome Quantità Assemblaggio step 8 1 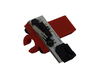
Assemblaggio step 4 1
- Assemblaggio:
- Nota: Incollare con colla cianoacrilica il set dello step 4 alla staffa del motore.

Step A

Step B
Asse Y
Preparazione della barra filettata M10
- Materiali necessari:
Parte Nome Quantità Barra nera filettata M10x370mm 2 Dado M10 - DIN 934 Class 8 Nero 4 Rondella M10 - DIN-125 Class 6 Nera 4 Rondella M10 - (Ø 30mm) DIN-9021 Nera 4 | Dado M10 - DIN 934 Class 8 Nero 4
- Assemblaggio:
Step A
Step B
Preparazione delle barre lisce
- Materiali necessari:
Parte Nome Quantità Barra cromata liscia Ø 8mm x 340mm 2 Cuscinetti lineari LM8UU 3
- Assemblaggio:
Step A
Step B
Unione delle barre lisce e delle barre filettate
- Materiali necessari:
Parte Nome Quantità Angolo asse Y 4 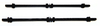
Assemblaggio step 1 1 
Assemblaggio step 2 1
- Assemblaggio:
Step A
Step B
Fissaggio con i dadi
- Materiali necessari:
Parte Nome Quantità Dado M10 - DIN 934 Class 8 Nero 4 Rondella M10 - DIN-125 Class 6 Nera 4
- Assemblaggio:
Step A
Step B

Step C
Fissaggio con le fascette
- Materiali necessari:
Parte Nome Quantità 
Fascetta nera 100x2.5mm 4
- Assemblaggio:

Step A

Step B

Step C
Preparazione del tendicinghia dell'asse X
- Materiali necessari:
Parte Nome Quantità Puleggia 1 Cuscinetto tendicinghia dell'asse Y B623ZZ 1 Bullone M3 x20 - DIN-912 8.8 Class Nero 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:
Nota: Il bullone da 25mm è usato come asse per la puleggia e quello da 20mm per il tendicinghia.

Step A

Step B
Preparazione del motore dell'asse Y
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 1 Motore asse Y 1 Bullone M3 x10 - DIN-912 8.8 Class Nero 3
- Assemblaggio:

Step A

Step B
Preparazione delle barre filettate M8 - Parte 1
- Materiali necessari:
Parte Nome Quantità Barra filettata nera M8 x 205mm 4 Rondella M8 - DIN-125 Class 6 Nera 6 Dado M8 - DIN 934 Class 8 Nero 6 
Assemblaggio step 6 1 
Assemblaggio step 7 1
- Assemblaggio:

Step A

Step B
Preparazione della barra filettata M8 - Parte 2
- Materiali necessari:
Parte Nome Quantità Rondella M8 - DIN-125 Class 6 Nera 8 Dado M8 - DIN 934 Class 8 Nero 8 
Assemblaggio step 8 1
- Assemblaggio:

Step A

Step B
Unione delle barre
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 5 1 
Assemblaggio step 9 1
- Assemblaggio:

Step A

Step B
Fissaggio della struttura con i dadi
- Materiali necessari:
Parte Nome Quantità Dado M8 - DIN 934 Class 8 Nero 8 Rondella M8 - DIN-125 Class 6 Nera 8 
Assemblaggio step 10 1
- Assemblaggio:

Step A

Step B

Step B
Preparazione della base in alluminio
- Materiali necessari:
Parte Nome Quantità 
Base in alluminio 1 Supporto cinghia dell'asse Y 1 Bullone M3 x10 - DIN-912 8.8 Class Nero 2

- Assemblaggio:

Step A

Step B
Fissaggio della base in alluminio con le fascette
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 11 1 
Assemblaggio step 12 1 Fascetta nera 100x2.5mm 3
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F

Step G

Step H
Preparare il fine-corsa della base
- Materiali necessari:
Parte Nome Quantità Fine-corsa asse Y 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 1
- Assemblaggio:

Step A

Step B
Fissaggio del fine-corsa alla base
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 13 1 
Assemblaggio step 14 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Inserire la cinghia dell'asse Y
- Materiali necessari:
Parte Nome Quantità Cinghia 6mmx1m GT2 1 Puleggia (20 denti) GT2 1 Fascetta nera 100 x 2.5mm 4
- Assemblaggio:
- Nota: Girare il set
- Nota: Fissare la puleggia con la chiave da 2mm Allen

Step A

Step B

Step C

Step D
- Nota: Svitare il bullone per allentare il tendicinghia

Step E

Step F

Step G

Step H

Step I

Step J

Step K

Step L
- Nota: Allineare la cinghia

Step M

Step N

Step Ñ

Step O
- Nota: Stringere la cinghia avvitando il bullone del tendicinghia
Stringere tutti i dadi
- Materiali necessari:
Parte Nome Quantità Chiave stampata fissa 10 (M6) - 13 (M8) - 17 (M10) 1
- Assemblaggio:
- Nota: E' necessario limare un po' eventuali sbavature.

Step A
Posizionare la base acrilica
- Materiali necessari:
Parte Nome Quantità Base acrilica 220x220x8mm fori 3.5mm 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 4 Molla (lunga: 30,5mm ; Diametro esterno: 4,5mm; Spessore del filo: 0.45mm) 4
- Assemblaggio:
- Nota: E' necessario limare eventuali sbavature.

Step A

Step B
Preparare il fine-corsa dell'asse Y sul frame
- Materiali necessari:
Parte Nome Quantità Fine-corsa asse Y 1 Fine-corsa 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:

Step A

Step B
Fissaggio del fine-corsa dell'asse Y sul frame
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 19 1 Frame nero in alluminio 1 Bullone M3x16 - DIN-912 Class 8.8 Nero 1 Dado M3 - DIN 934 Class 8 Nero 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Step E
Unione dell'asse Y con l'asse X e Z: installare gli assi
- Materiali necessari:
Parte Nome Quantità 
Asse Y 1 
Assi X e Z 1

- Assemblaggio:

Step A

Step B

Step C
Unione dell'asse Y X e Z: Montare e avvitare i dadi
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step21 1 Chiave stampata fissa 10 (M6) - 13 (M8) - 17 (M10) 1
- Assemblaggio:

Step A
Estrusore
Preparare il carrello
- Materiali necessari:
Parte Nome Quantità Carrello asse X A 1 Carrello asse X B 1 Bullone M3x20 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 1
- Assemblaggio:

Step A

Step B
Posizionare il carrello nell'asse X
- Materiali necessari:
Parte Nome Quantità 
Step assemblaggio 1 1 Prusa 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Fissaggio del carrello con una fascetta
- Materiali necessari:
Parte Nome Quantità 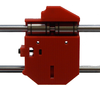
Step assemblaggio 2 1 Fascetta nera 100 x 2.5mm 1
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E
Posizionare la cinghia sull'asse X
- Materiali necessari:
Parte Nome Quantità Cinghia 6mmx1m GT2 1 
Step assemblaggio 3 1 Fascetta nera 100 x 2.5mm 4
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F
Avvitare il supporto dell'estrusore
- Materiali necessari:
Parte Nome Quantità Supporto estrusore 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2
- Assemblaggio:

Step A

Step B
Posizionare l'estrusore
- Materiali necessari:
Parte Nome Quantità Estrusore della Witbox 1 Bullone M4 x 6mm DIN-912 8.8 Class (con intaglio per Allen 2.5mm) 2
- Assemblaggio:
- Nota: Questo step è necessario per rimuovere l'ugello dall'estrusore.
- Nota: Fissare con il bullone l'estrusore.

Step A

Step B

Step C
Posizionare l'ugello e l'Hot end
- Materiali necessari:
Parte Nome Quantità Bullone M3 x20 - DIN-912 8.8 Class Nero 1 
Ugello blower dell'estrusore della Witbox 1 Hot End 1

- Assemblaggio:
- Nota: L'Hot end è un componente opzionale e non è necessario per una corretta stampa, ma il suo utilizzo è molto raccomandato per evitare surriscaldamenti.

Step A

Step B

Step C
Posizionare il vetro sulla base
- Materiali necessari:
Parte Nome Quantità Vetro 220x220x3mm 1 Clip (35x10mm) 4
- Assemblaggio:

Step A

Step B

Step C
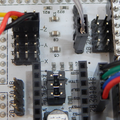
Elettronica
Posizionare la RAMPS 1.4
- Materiali necessari:
Parte Nome Quantità
Ramps 1.4 1 Bullone M3x20 - DIN-912 Class 8.8 Nero 2 Supporto stampato per la Ramps 1
- Assemblaggio:

Step A

Step B

Step C
Preparare il pannello di controllo LCD
- Materiali necessari:
Parte Nome Quantità
Pannello di controllo LCD 1 Supporto stampato per LCD 2 Cerniera stampata per LCD 1 Bullone M3x10 - DIN-912 Class 8.8 Nero 4 Bullone M3x20 - DIN-912 Class 8.8 Nero 2
- Assemblaggio:

Step A

Step B

Step C

Step D
Montare il pannello di controllo LCD sul frame
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 2 1 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:

Step A

Step B

Step C
Inserire i cavi nella catena portacavi dell'asse X
- Materiali necessari:
Parte Nome Quantità

Catena portacavi 25 1 Catena portacavi 27 1 Kit cavi estrusore (Cavo del motore Nema (con connettore) + Cavo del Termistore con connettore + cavo ventola e cavo del ventilatore + elemento riscaldante) 1

- Assemblaggio:
- Nota: Introdurre i cavi singolarmente

Step A

Step B

Step C

Step D
Posizionare la catena portacavi dell'asse X
- Materiali necessari:
Parte Nome Quantità

Catena portacavi con cavi dell'asse X 1
- Assemblaggio:
- Nota: La catena portacavi da 25 collega il carrello dell'asse X con la fine dell'asse X.
Step A

Step B

Step C

Step D

Step E

Step F
Introdurre i cavi dell'asse X nella catena portacavi dell'asse Z.
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 5 1 Cavo del fine-corsa con connettore 3pin femmina con lunghezza 85 cm 1
- Assemblaggio:
- Nota: Introdurre nella catena portacavi dell'asse Z il motore dell'asse Z e il cavo del fine-corsa.

Step A

Step B
- Nota: La catena portacavi da 27 unisce la fine dell'asse X sinistro con la parte dell'asse Z in basso a sinistra.

Step C

Step D

Step E
Preparare le ventole
- Materiali necessari:
Parte Nome Quantità
Ventola 50 x 50mm 1 Supporto stampato per la ventola 1 Bullone M3 x16 - DIN-912 8.8 Class Nero 2
- Assemblaggio:

Step A

Step B
Cablaggio e guida dei cavi
Schema di collegamento dei cavi

- Materiali necessari:
Parte Nome Quantità
Fascetta nera 100 x 2.5mm 11 
Cavo alimentatore 1 Cavo del fine-corsa con connettore 3pin femmina con lunghezza 40 cm 2
Collegamento dell'estrusore

Step A

Step B

Step C
- Nota: Usare una fascetta per i cavi dell'estrusore.

Step D

Step E
Cablaggio dei motori
- Nota: Usare una fascetta per i cavi dei motori.

Step A

Step B
Cablaggio del fine-corsa

Step A

Step B

Step C
Cablaggio e guida dei cavi della RAMPS
- Nota: Usare una fascetta per i cavi.

Step A

Step B

Step C
- Nota: Guidare i cavi attraverso il pezzo stampato che tiene la RAMPS e fissarli con le fascette.
- Nota: Collegare il piatto fisso ai cavi delle ventole e dell'alimentatore.

Step D

Step E

Step F
Posizionare le ventole
- Materiali necessari:
Parte Nome Quantità

Assemblaggio step 8 1 Bullone M3x12 - DIN-912 Class 8.8 Nero 2
- Assemblaggio:
- Nota: Disconnettere il pannello di controllo LCD della Ramps prima di posizionare la ventola e passalo nel foro del pezzo in lavorazione.

Step A

Step B

Step C
Posizionamento del supporto del filamento
- Materiali necessari:
Parte Nome Quantità

Supporto del filamento 1

- Assemblaggio:
- Nota: Disconnettere il pannello di controllo LCD della Ramps prima di posizionare la ventola e passarlo nel foro predisposto.

Step A

Step B

Step C
Impostazioni della stampa
Impostazione dell'asse Z
- Prima di iniziare a stampare è necessario regolare il bullone che regola l'altezza dell'asse Z in modo che l'estrusore sia all'altezza giusta dalla base. Per fare ciò, seguire le seguenti istruzioni:
- -Bilanciare gli estremi dell'asse Z e assicurarsi che entrambi siano alla stessa altezza.

Step A
- -Stringere il bullone di regolazione senza forzare.

Step B
- -Utilizzando il pannello di controllo LCD e portare l'estrusore all'origine.
- Control > Movimento degli assi > Portare all'origine

Step C

Step D
- Nota: Verificare manualmente che tutti i sensori dei fine-corsa tocchino i rispettivi assi.
- -Aggiustare la posizione del bullone del sensore del fine-corsa e ripetere lo step precedente (portare l'asse Z all'origine).

Step E
- -Se qualcosa non è ben impostato ripetere gli steps precedenti, fino a quando non tocca la base.

Step F
Livellamento della base
- Dopo avere impostato l'asse Z, è necessario livellare la base, in modo che sia completamente parallela all'asse X.
- Utilizzando il pannello di controllo LCD avviare il programma di livellamento.
- Control > Livellare base
- Il programma sposta l'estrusore in tre punti della base. Per ogni punto, con l'ausilio di un foglio di carta tra l'estrusore e la base in vetro regolare i bulloni con la molla fino a quando si percepisce una leggera frizione.

Step A

Step B

Step C
Step D
Otturazione dell'estrusore
- Se si ottura il filamento nell'estrusore, seguire i seguenti steps:
- Riscaldare l'estrusore a 220°C e inserire l'ago da 0.4mm nell'ugello. Introdurlo fino a farlo uscire dall'altro estremo e cercare di rimuovere completamente la plastica incastrata.
- Se si ottura il filamento nell'estrusore, seguire i seguenti steps:

Step A
Ciao mondo: La tua prima stampa
- Se si sono seguiti tutti i passaggi la Prusa i3 Hephestos è pronta per realizzare la prima stampa 3D!
- Il primo passo è trasformare il disegno 3D in formato .stl. Per fare questo, è possibile utilizzare uno dei seguenti programmi:
- Guida Slic3r: https://www-cdn.bq.com/file/Witbox/Manual_Slic3r_ES.pdf
- Guida Repetier-Host: https://www-cdn.bq.com/file/Witbox/Manual_Repetier_ES.pdf
- Guida Cura 3D: https://www-cdn.bq.com/file/Witbox/Manual_Cura_ESP.pdf
- Nota: Ricorda che l'area di stampa della Prusa i3 Hephestos è di 215x210x180mm.
- Dopo aver ottenuto il g-code per il pezzo, salvare il file su una scheda SD. Inserire la scheda SD nello slot del pannello di controllo LCD. Accedi al menu principale e seleziona "Menu dell'SD". Ora seleziona il g-code del file. La stampante si avvierà automaticamente. È possibile visualizzare i progressi del pezzo e della temperatura di estrusione dal pannello LCD della stampante. Quando la stampa è completata togliere la base di vetro allentando i clip. Con la base in vetro appoggiata su un tavolo rimuovere i pezzi con molta attenzione.
- Per fare in modo che il pezzo aderisca bene alla base è importante applicare un sottile strato di lacca!
Allegati
Caricamento del firmware
Per caricare un nuovo firmware seguire i seguenti steps:
1. Scaricare il firmware. Nel RepRap wiki puoi trovare una lista di firmware disponibili:
Link: http://reprap.org/wiki/List_of_Firmware
2. Questi sono alcuni dei firmware più conosciuti più il Marlin con le modifiche Hephestos:
Marlin: http://reprap.org/wiki/Marlin Sprinter: http://reprap.org/wiki/Sprinter Marlin Hephestos: File:Marlin Hephestos.zip
3. Scarica e installa il software Arduino dal sito:
Link: http://www.arduino.cc/en/Main/Software
4. All'interno della cartella del firmware prescelto,aprire con l'IDE di Arduino il file con estensione .ino.
5. Una volta aperto, apparirà una scheda con il nome di "configuration.h". Qui è possibile modificare le impostazioni della stampante.
6. Quando sono state effettuate tutte le modifiche collegare il computer alla scheda Ramps 1.4 attraverso il cavo USB e selezionare nel menu strumenti dell'IDE di Arduino il tipo di scheda (Arduino Mega 2560) e la porta seriale corrispondente. Cliccare sul tasto upload per caricare il firmware sulla stampante.
Calibrazione delle guide
Materiali necessari
| Parte | Nome | Quantità |
|---|---|---|
 |
Motore Nema 17 | 2 |
 |
Fine-corsa | 1 |
 |
Estrusore della Witbox | 1 |
 |
Ramps 1.4 | 1 |
 |
Alimentatore 220 AC 12 DC 100W | 1 |
 |
Multimetro | 1 |
| |
Cacciavite ceramico per taratura | 1 |
 |
Morsetto | 1 |
 |
Cavo USB tipo B di 1.8 m | 1 |
| - | Computer con Pronterface | 1 |
Questo step dev'essere ripetuto per tutti i drivers, avrai bisogno di due motori per la calibrazione del driver dell'asse Z.
Corrente per ogni driver
| Guida | Corrente (mA) |
|---|---|
| X Axis | 250 |
| Y Axis | 250 |
| Z Axis | 450 |
| Extruder | 680 |
| Arduino con RAMPS | apross. 74 (non regolabile) |

Cablaggio
È necessario collegare un sensore di fine-corsa e il termistore (Questo è dovuto alla protezione del firmware.)

Step A
Step B


Preparazione multimetro
Collegare il multimetro in serie tra la scheda e l'alimentatore, e configurarlo per misurare la corrente (A) in continua.

Step A

Step B


Calibrazione dei drivers
Alimentare la scheda come da immagine sopra. La tensione misurata sarà di circa 74mA (Se è inferiore non preoccuparsi, il valore è specifico per ogni scheda e può variare). Aprire il programma Pronterface (Link sotto). Dal programma selezionare la porta corrispondente. Per misurare la corrente per ogni motore passo-passo è necessaria l'attivazione dello stesso; Per attivare un motore è necessario inviare il comando di movimento dal programma (Utilizzare le frecce dell'interfaccia Pronterface per spostare ogni asse). Fare riferimento alla tabella precedente e per ogni asse, regolare il trimmer del driver corrispondente con l'ausilio di un cacciavite ceramico e fare in modo che la tensione letta sul multimetro sia (assorbimento motore)+74mA; per esempio per l'asse X: 250ma+74ma = 324 mA. Per calibrare il motore dell'estrusore bisogna pre-riscaldarlo (Con il pulsante corrispondente nell'interfaccia HEAT o inviare il comando M302); Questo è dovuto alla protezione del firmware per evitare un'estrusione fredda. Prima di calibrare il driver successivo bisogna resettare la scheda; In questo modo si misurerà esclusivamente la corrente richiesta dal driver che si sta calibrando.

Step A

Step B
Step C

Step D


Pronterface donwload link: http://reprap.org/wiki/Printrun