Open hardware fast high resolution LASER
The open hardware fast high resolution LASER head implements a new laser scanning technology. Laser scanning can be used to write information to substrates in for example additive manufacturing. It can also be used to record information and detect for example eye diseases. The first scanner with a rotating prism was described by Lindberg in 1966. This system worked in reverse and was used in a thermal imaging camera. Rik Starmans developed the first laser scanner with a rotating prism where a spot is scanned using a single laser bundle and named it Hexastorm. Hexastorm is shown in figure 1.

Key patents in the US market in the field of additive manufacturing, e.g. US7892474 and US9079355 are defined with scanning mirrors in mind. This is also applicable to other fields; laser induced forward transfer, eye surgery etc. The scanner described here is not under patent. As such, this is the only "free" scanning technology in additive manufacturing in the US market up to 2033. Rik Starmans contributed the technology as prior art to the Reprap project. A patent would limit other people from improving upon the technology as it creates transaction costs. They would have to agree upon a fee with the patent holder or risk the patent holder blocks access. A patent creates deadweight loss. Scott Crump's invention of fused filament fabrication only reached much wider usage when the patent expired and it was adopted by the Reprap project.
Contents
- 1 Description
- 2 Specifications
- 3 Prior Art
- 4 Business Case
- 5 Physics
- 6 Experimental verification
- 7 Cross-scan error reduction
- 8 Jitter error reduction
- 9 Additional Claims
- 9.1 Description of Claim Generator
- 9.2 LiDAR
- 9.3 Foil
- 9.4 Algorithms
- 9.5 Laser bundle position
- 9.6 Immersion lithography
- 9.7 Solidication/sintering/detection in Bioprinting
- 9.8 Prism housing
- 9.9 Laser sources
- 9.10 OCT
- 9.11 Computed axial lithography / photogrammetry
- 9.12 Carbon 3D
- 9.13 Swarm printing
- 9.14 2D Imager
- 9.15 Bird control
- 9.16 Satellite Communication
- 9.17 Food printing
- 9.18 Tube measurement
- 9.19 UV printing
- 9.20 Particle Analyzers
- 9.21 Rail Road Inspection
- 9.22 Marking of medicine / Printing of medicine
- 9.23 Inkless printing
- 9.24 Laser Microscopy
- 9.25 Dual side PCB exposure with the use of transparent plate
- 9.26 Laser Induced Forward Transfer (LIFT)
- 9.27 Dual Photon
- 9.28 STED Lithography
- 9.29 Flexographic sleeves
- 9.30 Detector bar to allign scanheads
- 9.31 Virtual reality glasses / Augmented Reality Glasses
- 9.32 Photoacousting imaging
- 9.33 Glass Tubes / Flow Lithography
- 9.34 Transparent Galvanometer Scanner
Description
The bleeding edge of Hexastorm can be found in a blog on Hackaday. A video is available on YouTube. The current laser head consists out of a laser diode which is collimated with an aspherical lens. The bundle is then focused by a cylindrical lens in a direction parallel to the prism. The bundle is deflected by refracting it through a tilted transparent plate. The bundle is finally focused by a second cylindrical lens orthogonal to the scan line. The position of the laser bundle is monitored by a photo-diode. A microprocessor is used to ensure the correct timing of and stream data to the laser diode. A schematic side view and top view of the system are shown in figure 2 and 3. The two cylindrical lenses circularize the bundle and minimize the scan error per facet due to manufacturer imperfections of the prism.


A substrate can be solidified by moving the laser head in a snakelike pattern over the substrate as shown in figure 4. A more advanced scanning technology is infinite field of view.

The system has four advantages; it has a telecentric projection, is four time less sensitive to facet to datum errors than scanning mirrors, scalable for industrial applications and has extensive freedom of use. A telecentric projection means that the laser bundle is incident at 90 degrees over the full scanline. In a typical scanning mirror solution, see for example Formlabs and Envsiontec, the scan angle varies. Telecentricity is important if lanes need to be stitched. If a mirror has a facet to datum error of one degree, the total error is two degrees. If a prism with a refractive index of 1.5 has a facet to datum error of 1 degree, the total error is 0.5 degrees, see deviation angle prism. Thirdly, the system is scalable. The maximum optical power of laser diodes becomes less as their wavelength becomes shorter. As a result, laser diodes are often combined to give more power. It is not possible to combine more than two lasers into a single bundle without interference. The electromagnetic field only allows for up to two polarizations. Companies like Manz ag sell systems which use 288 individual laser diode bundles, see video. Kleo uses multiple bundles per polygon and has to put the laser head under an angle to prevent overlap.

Finally, the system has an extensive freedom of use, it is open and not patented. Various companies have created patents in the field of laser heads. These companies overlooked prism scanning, although its possibility was indicated by Lindberg in 1966. By establishing prior art, Rik Starmans allows the open hardware movement to enter other industries such a PCB manufacturing.
Specifications
Properties were determined from the proof of concept model by exposure onto a camera without lens and image analysis via OpenCV.
maximum scan length: 24 mm typical scan length: 8 mm wavelength: 405 nm revolutions per second: 67-350 Hertz spot diameter: circular, 25 micrometers cross scanner error: 40 micrometers jitter: 35 micrometers duty cycle: 47% laser driver frequency: 2.6 MHz optical power: 300 mW facets: 4 prism dimensions: 30x30x2 mm
The laser scan speed of a rotating prism is not uniform and varies slightly. The scan speed at the center is 80 percent of that at the edges of a scan line of 8 mm. The non-uniform scan speed is mitigated by using a high speed laser with a 50 MHz pulse rate. The lower power at the edges could actually be useful, as it exposes a zone which is often illuminated twice. The duty cycle can be improved by increasing the number of facets and using for instance a hexagon or octagon. This will make the maximum scanline shorter. The scanhead will as a result be more efficient.
Prior Art
Earlier scanners can be split into two groups; prisms and mirrors. Laser scanners can come with a single or a plurality of bundles. The first patent for a prism scanner with a single laser bundle was filed by Lindberg in 1966 for the Swedish industrial gas company AGA AB. The first use of a prism scanner was in the AGA Thermovision System 680 around 1970. This system was in 2010 adopted for the Trimble SX10 Scanning Total Station, see article. These systems worked in reverse. They start from a point and scan a collimated or parallel bundle for a range of angles with a lens. Rik Starmans build the first practical transparent polygon scanner or prism scanner with a single laser bundle where a spot is scanned. The Netherlands Organization for Applied Scientific Research (TNO) has filed a worldwide patent application for a rotating prism scanner with one or more bundles WO 2015/160252 A1. TNO only got a patent for more than one laser, i.e. a plurality, bundles through a prism in the United States. The US most likely rejected the single laser bundle claim as TNO only developed systems with a plurality of bundles and there was already prior art by Lindberg. Dr. Jacobus Jamar was the one who first looked into the topic of scanning prisms at TNO and introduced Rik Starmans to the problem. TNO build two machines with a plurality of bundles; the Lepus Next and the Argos. The first scanning mirror with a single laser bundle in additive manufacturing was used by the Institute of Physical and Chemical Research (RIKEN) in 1997. In 2015, Envisiontec got a patent US 9079355 B2 for a scanning mirror with a single laser bundle in additive manufacturing to protect its Scan, Spin and Selective Photocure (3SP) technology. Envisiontec's contribution of using a laser diode instead of a Helium-Cadmium laser was seen as so innovative that they were granted a monopoly up to 2033. Manz AG sells the Speedlight 2D. The Speedlight 2D is a system which uses 9 reflective polygons and 288 laser diodes to solidify a substrate with a width of 650 mm. The polygon mirror has 32 facets and rotates at a speed of 50.000 rotations per minute, see US8314921B2.
Business Case
The market for laser scanning technology is extremely large. Possible applications are; laser direct imaging of printed circuit boards, additive manufacturing, laser cutters, self driving cars, eye surgery, missile guidance, photocopiers and object scanners. Already in the field of 3D printing applications can range from sintering powders to solidifying polymers or egg whites. The analysis was simplified by listing exposure technologies and light sources in the additive manufacturing and PCB market. This should give the reader a quick overview of what is available.
Alternative Exposure Technologies
The following alternative illumination technologies can be distinguished;
- Rotating mirror with refractive F-theta lens and one laser bundle
- Used by: Envisiontec, Orbotech
- Rotating mirror with reflective F-theta lens and one laser bundle
- Used by: Next Scan Technology, see patent US9939633B2
- Notes: Reflective lenses probably make the lens lighter than a glass alternative. This simplifies the fabrication of large lenses. Reflective is also beneficial at low wavelengths and high power. Light gets absorbed by glass in deep UV.
- Rotating mirror with multiple laser bundles
- Used by: Manz
- Notes: the rotating mirror is tilted to prevent overlap of lanes, company was bought for 4.7 million euro's from Carl Zeiss.
- Rotating prism with multiple laser bundles
- Used by: LDI Systems
- Notes: LDI started as a spin-off company from TNO and is now owned by FDI (First Dutch Innovations).
- Mask illuminated by LEDS
- Used by: MicroTEC
- Description: There are three modes of projection; contact, proximity and projection. Key is that you can make a mask with large features and project it to smaller features. The method is unbeatable in feature size and can get down to features of 7 nm. Companies like microTEC use mask technology to print structures. Operators are used to manually align masks. Companies like Idonus produce equipment to exposure these masks with UV Led lithography. A homogeneity of 3 percent can be achieved and rays are collimated up to 1.8 degrees. Sources costs in the order of 20K euro. Automated mask aligners also exist e.g. MLA150
- XY UV laser
- Used by: Bungard, Kloe, 4PICO
- Description: A laser head is put on a gantry stage and the substrate is exposed in a snake like pattern. Speeds up to 400 mm/s are obtained. The substrate might rotate. The technology is slow but can obtain very high accuracies up to 300 nm with a 405 nm laser. Kloe sells the Dilase 3D and 4Pico sells the PicoMaster200. These technologies seem to be used in areas such as microfluidics and to produce masks. Bungard produces a machine named the laser direct uses a laser mounted on an xy-stage to produce PCB.
- Digital Micromirror Device (DMD) illuminated with LEDs
- Used by: Ucamco and Prodways
- Notes: Ucamco uses multiple beamers adjacent to each other. This is expensive, as a result Prodways translates the beamer and illuminates a 45 degrees mirror, see Moving Light technology. If the DMD is illuminated with laser diodes this can result into multiple-slit interference. Recently, Texas Instruments developed a DMD chip for an infrared laser; the DLP 650L NIR. Ucamco sells beamers which use three wavelengths peaks. This can be advantageous if different resists are used or the edges need a different exposure.
- Galvanometer scanner with laser
- Used by: 3D Systems, Materialise, Formlabs
- Notes: due to inertia galvanometer scanners are slower than rotating mirrors, 3D systems uses Nd:YAG laser with f-theta lens
- Resonant Galvanometer Scanner
- Galvanometer scanner with parabolic mirror
- Used by: Formlabs in Form 3, see Youtube
- Notes: The galvo-mirror is used to obtain a constant line speed without an f-theta lens. The parabolic mirror is used to get the spot into focus over the full scan line.
- Liquid Crystal Display (MSLA Technology)
- Used by: Structo, Prusa Research
- Notes: Structo uses an array light source and projects through a digital mask. This technology can be scaled. It is, however, very energy inefficient see technical details. Cooling is a challenge. The technology cannot reach low wavelengths, i.e. below 400 nm, as the liquid crystal gets destroyed. The light engine has to be in close vicinity of the reservoir. This could be an advantage for a Continuous Liquid Interface Processing (CLIP) like technology.
- Acousto-optic deflector (AOD)
- Used by: LPKF
- Notes: 100 kHz position switching, no moving parts, sub-nm positioning
- Fiber Scanning Display (FSD)
- Used by: Magic Leap
- Notes: FSD is used in augmented reality or endoscopy. The scanner has been criticized for low scan speed. A scanning prism could be used in augmented reality if the prism can reach speeds in the order of 200.000 RPM.
- Risley Prism Scanner
- Notes: Two wedge prisms can be used to create an angular deviation of a beam from its optical axis to create continuous circular scan patterns or discrete beam pointing. Risley prisms have been used in defense applications to detect explosives, missile detection and LiDAR. There also exist handheld versions.
- Optically Addressable Light Valve (OALV)
- Developed by: Lawrence Livermore National Laboratory
- Notes: The light valve is optically addressed by a projector at 470 nm which sets the transparency of the OALV. An OALV does not require that the beam has a single mode and low divergence. The fine feature size of single mode laser beams is often limited by the thermal diffusion length. Lawrence Livermore uses two sources; laser diodes to heat up the powder and a Nd:YAG laser to initiate the process an melt the powder, see article.
The Grating Light Valve, sold by companies like Silicon Light Machines, can be used for mask-less lithography below 15 micrometers, i.e. 2.5 micrometer features and was omitted. The MEMS scanner was developed by Philips for pico projectors in mobile phones. This was commercially unsuccessful. Philips sold the technology to InnoLuce who developed it further for mobile LiDAR. Innoluce was then bought by Infineon. For a description of LiDAR, see the LiDAR section in this article.
Alternative Light Sources
To give an impression of the comparison of laser diode versus other light sources. Three light sources are described; Light-Emitting Diode (LED), Laser Diode (LD) and Diode-Pumped Solid State Laser (DPSSL).
- Light-Emitting Diode (LED)
- Wavelengths: 405, 395, 385, 375, 365
- Frequency: set by other element in the optical path, e.g. the refresh rate of the DMD chip
- Power: <4 watt
- Price: 5 euro's per LED
- Note: LEDs offer less contrast and depth of field than laser diodes but can be combined as they do not produce coherent light. Texas Instrument seems to have a monopoly on DMD chips. Projection systems are sold by other vendors; for example, the LUXBEAM Lithography System sold by Visitech. Wintechdigital sells the PRO4500 with the following specifications; 5.5 Watts, 405 nm and 58 micrometers for 2500 euro's. DMD chips can handle less optical power at shorter wavelengths. For wavelengths below 405 nm, the power limit is currently 4 W per chip DLP9000UV.
- Laser Diode (LD)
- Wavelengths: 405, 395, 375 nm
- Frequency: 50 MHZ
- Price: 22 euro's at 405 nm, 3870 euro's at 375 nm
- Power: 0.4 W at 405 nm, 70 mW at 375 nm
- Cooling: Air is sufficient, SLD3237VF can operate at 80 degrees.
- Diode-Pumped Solid State Laser (DPSSL)
- Used by: Orbotech
- Wavelength: 355 nm
- Frequency: 80 MHZ
- Power: 24 W
- Price: 190k euro's
- Vendor: Coherent
- Sizes: LASER 305 x 200 x 1100 mm, power supply 482 x 177 x 505 mm,
I also claim the use of others lasers. The usage of a quantum dot laser can be beneficial in medical applications with OCT or the laser scalpel. The femtosecond laser can be used in two-photon polymerization to focus light in space and time and trigger a non-linear reaction. If the laser provides a different pulse rate, optical power or wavelength at a different price point or form factor it will be obvious for a PHOSITA that it can be used. Properties like a lower price point and volume claim are beneficial.
Physics
All equations on Reprap.org currently do not work which results in <math> statements. They can be rendered with LaTeX.
In the following, an analytical description of the system is given. The section starts with a parameter definition. Hereafter, the following properties are discussed; polygon, spot, transparent parallel plate and polygon tilt angle.
All the equations are also available in a Python script. This script can be used to quickly obtain the properties of the system. The calculations are verified with a numerical simulation.
Parameter Definition
The polygon rotates about its center, the point inside the polygon that is equidistant from each vertex. The substrate moves under the polygon in a certain direction. The smallest angle between the illumination direction and the substrate movement direction is defined as the polygonal tilt angle.
- <math>\alpha</math> denotes the static polygonal tilt angle. This is 90 degrees in the Hexastorm.
- <math>I</math> is the angle of incidence of the optical beam refracted by the prism
- <math>I_{max}</math> is the maximum angle of incidence used during illumination
- <math>f_{efl}</math> is the effective focal length of the lens used to focus the bundle
- T defines the thickness of the prism along the direction of the light, T is equal to 2r.
- r defines the inradius of the polygon
- a defines the polygon side length
- R defines the circumradius of the polygon
- v is the number of vertices of the polygon.
- n is the refractive index of the prism, quartz is used with a refractive index of 1.47
- d is the diameter of the aspherical lens
- <math>\lambda</math> defines the center wavelength of the laser diode bundle
Polygon properties

In figure 6, a regular convex polygon is shown with the following parameters; r is the inradius, R is the polygon circumradius and a is the polygon side length. In figure 6, the number of vertices, v, is equal to 8. Earlier, we defined 2r to be equal to T. The number of facets of the polygon has to be even for opposing planes to be parallel. If the number of facets is uneven, there will be an edge crossing during illumination which makes the polygon unsuited for scanning.
- <math>a=T\cdot tan(\pi/v)</math>
- <math>R=\dfrac{a}{2 \cdot sin(\pi/v)}</math>
- The interior angle of a simple polygon with v vertices is <math>180-360/v</math> degrees.
For an octagon, <math>I_{max}=90-(180-\dfrac{360}{v}) \cdot 0.5</math> which is 22.5 degrees.
Spot shape
Light emerges from a small optical window from the laser diode and as a result of diffraction diverges. There are several ways to focus the diverging beam. The choice is a trade-off between spot quality and cost. A laser can be imaged directly to a spot with an aspherical lens. This is cheap but gives an elliptical spot as emission area of a laser diode is not square. In the current version, the laser is therefore collimated, which means it has parallel rays, and therefore will spread minimally as it propagates. The laser can the be circularized by an anamorphic prism pair or by two cylindrical lenses. Cylindrical lenses differ from regular plano-convex lenses in that they only focus along one axis. The advantage of cylindrical lenses over the anamorphic prism pair is that they not only circularize the bundle but also minimize the cross scan error. After the light leaves the prism, it is still collimated in the direction orthogonal to the scanning direction. The cylindrical lens focuses all this light into different points depending on the bundle angle, which is dependent upon the wedge angle. If the focal length of the second cylindrical lens is short, the cross-scan error is reduced.
Lens alignment
The aspheric lens position accuracy is determined by the optical magnification of the whole system. The emission point of laser diode has a size of 0.5 micrometers by 1 micrometers. The size can be measured via the Fraunhofer diffraction pattern. The emission point accuracy is assumed to be +/- 80 micrometers. This was estimated from similar laser diodes. For a 50 micrometers spot, the aspheric lens has to be placed at an accuracy of 3 micrometers. The magnification is 50. The aspheric lens can be purchased mounted with a M9 thread and screwed into position with a thumb screw mounted on the lens. The emission angle for the laser can also vary on a diode to diode basis.
Rayleigh length
The spot is defined to be in focus in twice the Rayleigh length; <math>z_r=\dfrac{2 \pi w_0^2}{M^2 \lambda}</math>. <math>M^2</math> is called the beam quality factor. Most collimated single TE mode laser diode beams have <math>M^2</math> of 1.1 to 1.2, source Sun, Haiyin.
Spot size
The spot size of a collimated and circulated bundle focused by a convex lens is <math>w_0=\dfrac{4\lambda}{\pi}\dfrac{f_{efl}}{D}</math>, where D is the diameter of the collimated bundle. The spot distance is <math>f_{efl}</math> from the convex lens.
The spot distance of a laser diode directly projected by an aspheric lens is given by the thin lens equation; <math>\dfrac{1}{f_{efl}}=\dfrac{1}{s_1}+\dfrac{1}{s_2}</math>. <math>S_1</math> denotes the distance between the laser diode and the aspheric lens. <math>S_2</math> denotes the separation between the aspheric lens and the spot. The magnification, M, is given by <math>M=-\dfrac{s_2}{s_1}=\dfrac{f}{f-s_1}</math>. As the emission point is not square, the spot will be elliptical.
The smallest spot which can be formed is given by the Airy disk; <math>w_0 \approx 1.22\dfrac{s_2 \lambda}{D}</math>. Here D is the width of the collimated beam at the lens. When thinking of optical systems it might also be help full to consider that the etendue has to be conserved.
Transparent Parallel Plate
The properties of a parallel plate are described by Smith and Wyant. The most important properties of a parallel plate are summarized in this section. Typically, a parallel plate is used to transversely shift a collimated bundle. It can be concluded from Snell's law that the refracted bundles are parallel with the incident bundles. For a converging beam, a parallel plate also gives a longitudinal focus point displacement away from the source and optical aberrations. The optical aberrations increase if I is increased. Via an analytical calculation it is ensured that the Strehl ratio is above the Rayleigh limit at <math>I_{max}</math>. This effect starts to play a role for spots with a diameter below 30 micrometers.
Displacement
- longitudinal displacement <math>=\dfrac{n-1}{n}T</math>
- transversal displacement <math>=T sin I(1-\sqrt{\dfrac{1-sin^2 I}{n^2-sin^2 I}})</math> denoted as <math> \tau </math>.
- wedge displacement due to manufacturer imperfection of the prism is :<math>\delta (\lambda) \approx [ n (\lambda) - 1 ] \alpha </math>, for a derivation see wikipedia.
The orthogonal wedge displacement is harder to reduce than the parallel wedge displament. The parallel wedge displament is fixed by the photo-diode. The spot speed can be derived by differentiating the transversal displacement with respect to time. Let's assume the angular speed is constant, i.e. <math> \frac{\partial I}{\partial t}=c </math>. The chain rule can then be used to determine the spot speed <math> \frac{\partial \tau}{\partial t}(t)=\frac{\partial \tau}{\partial I}(I(t))\frac{\partial I}{\partial t}(t)</math>. The speed at the center is smaller than the speed at the edges of a scan line. As a result, the amplitude at the center should be smaller and is ideally corrected for by the laser diode driver by varying the pulse frequency or current.
Strehl ratio
The optical performance of the system can be evaluated via the Strehl ratio. If the Strehl ratio gets below a threshold, the aberrations will become dominant and the system will not image properly. As a result, it must be ensured via calculation that the Strehl ratio is larger than some acceptable limit, e.g. the Rayleigh limit of 0.71. Literature provides us with the Seidel coefficients of the main aberrations. These are used to determine the Strehl ratio. In the following, a quick overview is given. The f-number or <math>f_\#</math> equals <math>\dfrac{f_{efl}}{D}</math>. A transparent plate does not have a Petzval field curvature aberration. As a result, the projection of the transparent polygon is telecentric. The third order Seidel aberrations are listed below using Wyant. To simplify checking, the equations are listed with the page and equation number from James Wyant's book titled Basic Wavefront Aberration Theory for Optical Metrology.
- spherical wavefront aberration <math>=-\dfrac{T}{f_\#^4}\dfrac{n^2-1}{128n^3}</math>, page 42, equation 72
- coma <math>=-\dfrac{TI}{f_\#^3}\dfrac{n^2-1}{16n^3}cos\theta</math>, page 44, equation 75
- astigmatism <math>=-\dfrac{TI}{f_\#^2}\dfrac{n^2-1}{8n^2}cos^2\theta</math>, page 45, equation 77
The coefficients can be used to calculate the optical path difference W defined on page 17.
<math> W(x_0, \rho, \theta) = \sum_{j,m.n}^{}W_{klm}x_0^k \rho l cos^m \theta</math> with <math> k=2j+m </math> and <math>l=2n+m</math>
The coefficients <math>W_{klm}</math> can be determined from the Seidel aberrations and table 2 on page 17. X is <math> \rho cos \theta </math>, for more details see Wyant.
The optical path difference can be used to calculate the wavefront error <math> \sigma </math>, see equation 62 on page 37.
<math>\sigma^2=\dfrac{1}{\pi}\int_{0}^{2\pi}\int_{0}^{1}\{\Delta W(\rho,\theta)-\Delta \overline{W}\}^2 \rho d\rho d\theta</math>
The wavefront error is converted to lambda wavefront error via division;
<math>\sigma_{\lambda}=\dfrac{\sigma}{\lambda}</math>
Finally, the Strehl ratio can be calculated with the first three terms of its Taylor series, see Wyant page 39 equation 67.
<math>\text{strehl ratio} \approx 1- (2 \pi \sigma_{\lambda})^2 + (2 \pi \sigma_{\lambda})^4/(2!) </math>
As can be seen from the equations, the Strehl ratio is minimal for <math> I </math> is <math> I_{max} </math>.
Polygon tilt angle
If a polygon is made thicker, multiple laser diodes can be scanned by the same polygon. As can be seen in figure 7, the polygon axis must be tilted as otherwise all the laser diode projections will completely overlap each other. The polygon tilt angle can be 45 degrees if the scan length per laser is longer than the separation between two lasers. Manz AG is not able to do this as the image gets distorted at the edge of a lens and the bundle exits the lens at 90 degrees. In the Speedlight 2D, the polygon tilt angle is less than 45 degrees. This can be proved as follows. The scan length per laser is denoted as <math>S_L</math>. The scan length per laser orthogonal to the substrate movement is written as <math>y_{length}</math>.
<math>y_{length}=sin(\alpha) \cdot S_L</math>
The distance S between two subsequent lenses, i and i+1, orthogonal to the substrate movement equals
<math>y_{i+1,i}=sin(90-\alpha) \cdot S_{i+1,i}</math>
Overlap between diodes requires;
<math>y_{length} - y_{i+1,i} \geq 0 </math>
As a result, for 45 degrees we have <math>S_L \geq S_{i+1,i}</math>. This shows that Speedlight 2D cannot use 45 degrees. In the above analysis, the polygon tilt angle is set equal to the tilt angle of the laser diode lanes. This is not true, in reality the angle will distort slightly due to movement. This effect is very small and has been neglected here. This is not neglected in the the software that calculates the data for the scanner.

Numerical Model
The analytical model is verified with an open optical ray tracing and lens design framework named Rayopt. Using this framework, it can be verified that the system is telecentric and the system is in focus over a plane, i.e. it has a flat field projection. The script has been made available by Hexastorm here. A picture of the output is shown in figure 8. A limitation of the current models is that they do not take the Fresnel equations into account.

Experimental verification
A camera chip covered by a neutral density filter was placed under the laser head. The laser was focused onto the camera chip. Images were recorded of the laser spot when the prism was rotating or static. The spot size from these pictures was determined by using the ellipse or circle fit functions from OpenCV. A camera pixel measures 4.65 by 4.65 micrometers.
Laser spot created by static prism
Even if the prism doesn’t move the spot can. This movement results from thermal drift and is in the order of microns. The spot can also move due to vibrations like a spinning cooling fan. The fan is therefore currently disabled by default. It is possible that three spots can be seen after refracting through the prism. A spot caused by refraction through the prism. A spot caused by reflection on the prism mounting substrate. A spot caused by part of the bundle which does not refract through the prism. This can occur if the bundle partly over shoots the prism.

Laser spot created by rotating prism
If the prism rotates, the cross scan error and jitter can be determined. The jitter is the scan error parallel to the scanning direction. Jitter is also known as ghosting, as it looks like the laser is followed by a shadow. The cross scan error is the bundle deviation orthogonal to the scanning direction. For an uniform exposure it is important that subsequent laser lines overlay each other if the laser head is not moved.
In the proof of concept head, see video, the cross-scan error is 23 micrometers. The jitter is 35 micrometers. The timing drift threshold of the signal recorded by the photo-diode was set to 1-1/3200 and 1+1/3200 of a period for the lower and upper limit respectively, see code. In general, the lower the drift the less jitter is recorded.
If a larger time window is needed, it can be a sign that the photo-diode is not hit properly. The cross error is quite substantial in the far-field. This is due to manufacturer errors; subsequent opposing prism faces have different wedge angle.

The laser stabilization accuracy is in the order of 2.2 micrometers. I enable the laser head, stabilize the bundle by synchronizing it with the photo-diode, sent out pixel 3600 and record the image with an exposure time of 50 ms. I measure a standard deviation over 21 measurements in the x- and y-direction of 0 and 2.2 micrometers respectively. Note, the camera pixel size of 4.65 micron could be insufficient to measure the laser stabilation accurately.
Cross-scan error reduction
One of the characteristics of a polygon scanner is the cross-scan error which is a deviation perpendicular to the scan line. This is also referred to as wobble or dynamic track error. There is a non-repeatable wobble error from the motor bearings. There is also a repeatable error from polygon facet to datum error. There is no such thing as a perfect polygon scanner. There is always some wobble error. This can be fixed via optics, active alignment and software.
Optics
In the first version of the Hexastorm, the laser was directly imaged into to a spot by an apsheric lens. In this situation, the cross-scan error can be reduced by keeping the spot as close as possible to the prism facet. By introducing a cylindrical lens after the prism, the scan error can still be small for longer offsets from the prism. After the light leaves the prism, it is still collimated in the direction orthogonal to the scanning direction. The cylindrical lens focuses all this light into different points depending on the bundle angle, which is dependent upon the wedge angle. This spread is determined by the focal length of this lens and not the distance from the prism. If the prism facets are accurate within five arcminutes. The beam deviation due to prism wedge is 2.5 arc minutes for a refractive index of 1.5. The beam deviation becomes 16.8 micrometers for a focal length of 25 mm. The measured cross scan error in the proof of concept model with facet to datum error of 5 acrminutes is 23 micrometers. The shorter the focal length of the second cylindrical lens, the closer these points are together. This property is used to reduce the cross-scan error. By choosing two cylindrical lens with 3 to 1 focal length ratio, the beam is also circularized. In reflective polygon scanners a technique is used where the collimated bundle is compressed to a line and after reflection is expanded to an ellipse, see patent.
Active alignment
Next Scan Technologies uses a rotating mirror with a reflective f-theta lens to produce a line. This lens is large and has fabrication errors. The lines are not perfectly straight. To compensate for this error a galvo-scanner is used for active alignment. The Hexastorm could also achieve active alignment via a galvo scanner. The optical path would for example be; laser, collimation lens, first cylinder lens, prism, galvo scanner and second cylinder lens. The galvo scanner would compensate for fabrication errors in the prism; like non-planarity. It would ensure that all the rays of the different facets are parallel. As such they will be focused in the same focal point by the second cylinder lens. Instead of an galvo scanner, an acoustic optic deflector, prism galvanometer scanner or Risley prism pair could be used for active alignment.
Software
The cross-scan error can also be reduced via software. A simple solution would be to use only one facet or opposing facets if the pitch is determined. This, however, clips the speed. Another option is to correct on facet basis with a correction table and by detecting the facet by for example marking them. Possibly, the correction table uses information recorded during the scanning. A photo-diode could be made which not only records jitter but also the cross-scan error. The photo-diode could consist out of multiple pixels and be a CCD or CMOS chip. Such a scheme, would also be able to reduce non-repeatable errors such as those attributable due to motor bearing. In litography it is crucial that the scan pattern is uniform. This might be less crucial for laser microscopes or detecting eye diseases with OCT. Another option, would be to vary the stage speed with respect to facet.
Jitter error reduction
The photo-diode measures the signal after refraction through both facets. This is to ensure that the error created by both faces can be accounted for. The photo-diode reduces the jitter, the bundle deviation error parallel to the scanning direction. Say the prism spins so that there are 1250 ticks per facet. Ideally, the photo-diode would than record the sequence; 1250, 1250, 1250 and 1250.
In practice you can see other patterns, e.g. this spot pattern.
You can see the jitter is much higher as compared to the proof of concept model. For the first 16 facets, I recorded;
12468, 12590, 12579, 12347
12473, 12591, 12581, 12349
12472, 12591, 12581, 12348
12472, 12591, 12580, 12348
Here, I ordered the times already in groups of four. It is immediately clear that you can bin the facet by times. Especially, the fourth facet in each row seems suited for a bin.
You can calculate that the sum of the first group is is 49984, roughly 4X12500 = 5000.
If I take the bin with lower limit 12340 and upper limit 1360, I get 200 items over 800 facets, see code. As you can detect a specific facet, you can also provide an interpolation table per facet.
One could imagine, that setting the counter to zero and illumating after a certain time should give zero jitter. In practice there are limitations as the spot speed is not constant over a line and there might be other aberrations.
So that's why an interpolation table is used for now. As the jitter can be corrected by an interpolation table, the cross-scan error is the most significant error at the moment.
You could also correct for the cross scan error once you have detected the facet but you might end up with a non-uniform dosage. This is quite critical if you are using muli-paterrning techniques.
Additional Claims
Knowledge of the intellectual property portfolio is important for companies active in 3D printing. This can already be seen from the patent battle between EOS and 3D Systems which started in 1997. Patents can be extremely simple. Using the information of temperature during a process might seem obvious and non-innovative, it is patentable. This was shown by DWS. Most fused-filament printers in the world are open because Stratasys holds a patent for a heated build chamber. The importance of heat in the process is actually quite obvious as a thermoplastic is used. Envisiontec was able to patent a reflective polygon scanner although there was already prior art by the Institute of Physical and Chemical Research (RIKEN). The only thing it added was the use of a laser diode. I do not have the funds to create patents. It is also very uncertain which claims make it to the final patent. TNO tried to patent the scanning prism technology in WO2015160252A1 and only partly succeeded. TNO only got a patent for a plurality of laser bundles. Established companies are also able to sue patent holders to clarify their operation freedom. This can create very tricky situations for bootstrapped startups. To increase the operation freedom of Hexastorm and the adoption of scanning prisms, I therefore provide a list of additional claims.
Description of Claim Generator
Let's generate some prior art with patents. I claim all the claims generated by rewriting all patents in the world which use the concept of scanning mirror and do not mention the concept of scanning prism. I make these claims by rewriting the scanning mirror patent but now using the concept of scanning prism. I think these new claims would be obvious for a Person Having Ordinary Skill in the Art (PHOSITA), familiar with my work and familiar with the patent. The total of these claims and other prior art describe the legal application limits of transparent polygon scanning.
Let's provide some examples;
Example 1: US7892474B2
Claim 1 reads "... comprising the step of solidifying a photo-polymerizable material by means of mask exposure of a build area or partial build area in a building plane via electromagnetic radiation from a digital light processing/digital micromirror device projection system ..."
using transparent prism creates prior art not under patent let's reformulate
"... comprising the step of solidifying a photo-polymerizable material by means of refraction exposure of a build area or partial build area in a building plane via electromagnetic radiation from a transparent polygon scanner device projection system ..."
Example 2: US9079355B2
Claim 1 reads "... and deactivatable ultraviolet laser diode and a rotating polygonal mirror ..."
using transparent prism creates prior art not under patent let's reformulate
" ... and deactivatable ultraviolet laser diode and a tranparent polygon scanner ..."
Example 3: EP3233499B1
Laser induced forward transfer can be used to generate droplets with laser light. The earliest description I could find date back to 2004. Poeitis patented this process for bio-printing in 2015. In this video, it is describes how laser-assisted bioprinting works. The process is also shown in figure 1 and 2 of the patent. From the video it can be concluded that a scanning prism can be used to shoot with a laser pulse on a disk so a droplet is emitted. This can be used in bioprinting, 3D printing or used in the semiconductor industry to deposit resist, glue, polymer or ink etc. A microfluidic chips with multiple channels could be made and the transparent polygon could be used to send a laser pulse to the disk and select the channel from which the droplet is emitted, see video.
Example 4: WO2014059331A1
Compact, low dispersion, and low aberration optics scanning system. I claim the same in this patent but then with a moving transparent prism.
Example 5: US6850363
This patent describes optical tweezer in a laser scanning microscope using a scanning mirror. I claim an optical tweezer made by a scanning transparent prism or galvo transparent prism.
Example 6: US5743902A
Surgical laser scanner having optics that scans a pulsed laser beam onto a target tissue is disclosed. I claim a surgical laser scanner with a transparent prism. A hand held device could be used to check the skin of a patient, tattoo removal, laser hair removal etc.
Example 7: US20020143506A1
Coordinate Measuring Machine with scanning mirror. I claim a coordinate measuring machine with a scanning prism.
Example 8: US10274833B2
Exposing method for a plurality of reflective polygon scanners. In the patent it is pointed out that if a plurality of high-speed polygons rotate in the same direction at the same time, a resonance phenomenon occurs. I claim the same solution for a plurality of scanning prisms. The patent explicitly mensions reflective mirrors. I also claim that the housing of the polygons are damped to prevent resonance or that an activive piezo actuator is used to reduce resonance.
Example 9: EP1470314B1
Patent which applies laser scanning to industrial door detection systems and is valid until 2023.
Claim one reads; " ... which operates according to the reflection principle and has the purpose of monitoring a region assigned to one of the approach areas, by means of a detector beam forobstructing objects ... ".
Prior art is constructed by claiming the same claim but than on basis of the refraction principle. I also claim all the areas where the Belgian company
Bea Sensors uses reflective polygon scanners, e.g. the LRZ-H100 and opening & safety sensor for barriers.
LiDAR
LiDAR is a surveying method that measures the distance to a target by illuminating that target with pulsed laser light and measuring the reflected pulses with a sensor. In the following two technologies are considered; MEMS and reflective polygon scanners. In both systems a laser bundle collimated in one direction and focused in the other direction is incident on a mirror. As a result, a narrow line is produced in the far-field. This line diverges. A camera measures the time of flight and position of each laser spot. Scanning mirrors have been used in LiDAR systems for over 30 years. The large aperture, wide scan angle (up to 120 degrees for reflective), linear scan speed and high scan rate of polygon scanners has provided long range and high resolution for surveying (Faro), terrain mapping (Riegel) and mobile applications (Valeo Scala in the Audi A8). A challenge of a polygon scanner is its resonance frequency; ideally this is above 2KHz. Due to the larger size than MEMS, polygon scanners have lower resonance frequencies. Mirada Technologies claims to have solved the resonance frequency challenge by immersing the polygon in a liquid and move it with a magnetic field. MEMS manufacturers claim to have a lower price point and be more reliable than polygons. Infineon is active in mobile applications. MEMS have a smaller scan-angle. A large mirror requires a larger cavity which is hard to fabricate. A scanning prism could also be useful in LiDAR. The operation would be very similar to reflective polygon scanners. Two configurations can be envisioned. The one used by Hexastorm for a short scanline and scanning a point or the setup used by the SX10 Trimble where a collimated bundle is scanned with a prism. For car LiDAR, this bundle might diverge in one direction and be collimated in the other direction.
Foil
A transfer substrate simplifies the application of a layer. Coating can be made easier with a blade which is more suitable for viscous, i.e. filled, resins. Lithoz uses a rotating disk in its LCM technology, see video. Admatec uses a foil see patent. In the past, TNO tried to patent a foil coater see EP20090164821. This most likely failed due to a patent from Charles Hull, US5637169. In any case, we do want to list a explicit example of how a foil could be used in combination with a transparent polygon scanner. The foil would be made in contact with the part during the illumination. The two images show how the foil should be applied in up projection or down projection.
The rest would be very similar and easy to implement for a skilled observer, see TNO's description or Hull's description. The coating layer applied on the foil might be applied very precisely so areas are not coated twice or to block interaction between the foil and an already coated section; see figure 4. It is also straight forward to outline how this could be used in the case of multiple laser diodes. The scan head is still moved over a part. The scan head is moving relative to the part. The foil is moving however and as result the the foil and part are static with respect to each other. The foil may be made from Teflon or Teflon AF. It might also be beneficial to add a glass plate between the foil and the laser to create a flat reference substrate, see figure 15.
Algorithms
The polygon facet can be detected by giving a facet a marking and detecting this marking while the polygon is rotating. This marking could be created by coating the edge of a single facet and measuring its reflection with a second photodiode. If the facet number is known, one can correct for scan errors which are facet dependent.
Laser bundle position
Not for all lasers it might be possible to measure the laser bundle directly with a photodiode. In these cases, it might be beneficial to add a second lower power laser bundle on the same facet and in the same direction or on a different facet (for instance orthogonal to the high power beam). That position could then be monitored with a photodiode.
Immersion lithography
The smallest feature you can pattern with a light source is dependent on the wavelength. Typically the smallest feature is in the order of half the wavelength. The wavelength is dependent upon the medium the light travels trough. Companies like ASML temporarily coat the substrate with a liquid to lower the wavelength and increase the resolution, also known as immersion lithography. As such, it might be beneficial to use a similar technology in the case of transparent polygon scanner. For example a liquid could be applied on the foil shown before. This liquid would not be used to get solidified but would only be there temporarily and used to increase the resolution. Another option would be to remove the whole foil and move a transparent plate over a substrate which is coated with a liquid. A transparent polygon scanner would then illuminate through this transparent plate.

{kind=link}
{kind=link}
Solidication/sintering/detection in Bioprinting
The Aether1 is an example of a bioprinter. The Aether uses UV light to solidify liquids during printing, see video. Currently, the UV light not only exposes photo-polymers but also the cells. The UV light damages the cells. I claim that the Hexastorm is used as an UV exposure source in a bioprinter. The Hexastorm could ensure that only the photo-polymers are exposed and not the stem cells. The printer would deposit liquid or cells with syringes and selectively expose them with the Hexastorm.
Prism housing
I claim the prism is contained in a vacuum chamber or a chamber with a low drag gas as compared to air like helium. Optical windows could allow for the laser bundle to be coupled in and out.
This encasing can have curved corners to reduce drag of the moving gass. The prism might be levitated by a magnetic field
or kept in place by two magnetic field to minimize friction via contact. Alterations in an electromagnetic field could be used to detect the position of the spinning disk.
The current prism is placed on a metal axis. Another option could be a glass axis or extend the axis to both sides. The prism could have the shape of a sphere where only the equator is shaped like a polygon.
The temperature or pressure might be monitored in the prism housing. It might be beneficial to make both the polygon axis and the polygon prism out of of glass like quartz. Similar to a reflective polygon, the prism can then be clamped instead of glued on top of the polygon base.
Low drag environment in prism housing have been used by the TU Twente and Cordin. The TU Twente built the Brandaris 128. It is a fast imaging camera which use a rotating mirror at 1.2 million RPM see brandaris 128.
This was an experimental project so I don't believe you can buy one commercially. Cordin does sell them and they have mirrors rotating at 5000 RPS which is like 300.000 RPM. This is quite nice as it serves as an example of how fast prisms could rotate. These cameras with rotating mirrors are used in research and have been used to detect nuclear explosions etc.
Laser sources
As alternative to a laser diode, a quantum dot laser, C02 laser, femto-second laser or fiber laser can be used. The usage of a different laser source might be beneficial for laser cutting, printing or sintering of metal, plastic or any other sort of powders. The European Union is developing a 500 W multi-MHz laser which would enable the Hexastorm to sinter metal powders.
OCT
Optical Coherence Tomography (OCT) is an imaging technique that uses low-coherence light to measure samples based upon the principle of light interference.
It is used in the medical industry to detect cancer in tissues and diseases in eyes, e.g. the Cylite of Hewlett Packard.
OCT is typically used to obtain information from a sample. In 3D printing it has been used to verify a print. For example, Photoncontrol used Optical Coherence Tomography and Raman spectroscopy to
test the quality of bioprinted tissue, see 1. A startup, called Inkbit (MIT), is using it to create samples accurately. They print droplets with an inkjet head and then verify the position of these droplets using among others OCT.
OCT has also been used to detect the adhesion between layers in a 3D printing process, see Non-destructive testing of layer-to-layer fusion of a 3D print using ultrahigh resolution optical coherence tomography.
Due to the interest in this area, I decided to elaborate upon how OCT can be used in combination with a transparent polygon scanner. I claim that in figure 2 a transparent polygon scanner is used instead of a galvo scanner. I claim that in the optical path of the Hexastorm a beam splitter is placed after the aspherical lens and before the first cylindrical lens to enable the scanner for optical coherence tomography. I claim the use of a transparent polygon scanner for wavefront measurement in Ophthalmology and Optometry. The vertical measure of an eye ball, generally less than the horizontal, is about 24 mm. The current scanhead has a scanline of maximum 24 mm, making it already close to dimensions required for eye ball measurement. I claim that possibly two transparent polygon scanners are used in ophthalmology and optometry, to move the bundle in two directions.
An OCT enabled transparent polygon scanner might also be useful for 3D printing. Imagine that a small percentage of the bundle is scattered to the reference mirror and most of it used to go to the sample.
It will then be possible to sinter powders or polymerize liquids at the sample location. A small portion of the beam will be reflected and refract back to the beam splitter and interfere with the reference beam at the photodetector.
This allows one to measure the photopolymerization or sintering process during printing. I can imagine this is especially usefull if the layer height is less than the wavelength. I can also imagine that this is usefull during a process akin to Continous Liquid Interface Processing (CLIP). Another application could be to detect the position of droplets. This might be quite useful for companies who print optical components with droplets like Luxexcel.
{kind=link}
Computed axial lithography / photogrammetry
I claim the use of a prism scanner in photogrammetry where an object is reconstructed from images from multiple angles. Another option would be to use the prism for printing in computed axial lithography see volumetric additive manufacturing via tomographic reconstruction and US20180326666A1. In axial litography a 2D image is projected from multiple angles. The patent gives a digital light processing device or an array of oleds as example. I claim the 2D image information is created with a combination of two prisms (see 2D imager). I can imagine that a 1D line scanner can also be used if the scanner moves out in a spiral. The scanner might be submerged in a liquid to achieve this. While submerged, a moving teflon or teflon AF sheet might be used to produce laminar flow in front of the window an prevent the solidication of polymers against the window while the scanner is submerged. Another option would be to use a non-linear process such as dual photon.
Carbon 3D
Carbon has a technique which it denotes as Continuous Liquid Interface Processing (CLIP). Carbon uses a Digital Micro-mirror Device (DMD) to illuminate a photopolymer through an oxygen-permeable window made of a fluorpolymer such as Teflon AF.
The permeation of oxygen through the window creates a persistent liquid interface, nicknamed "dead zone" where photopolymerization is inhibited between the window and the polymerizing part.
Oxygen inhibition was an effect that was already shown to play a role by Denkari et al. in 2006 for silicon release coating invented by John Hendrik, see US7052263 (B2).
The "dead zone" in silicone release coating is so small that a peeling is needed to release the part from the transparent window. Hessel Maaldrink sped up the process by adding a force feedback sensor EP2043845B1. Using Teflon AF and a polyuerethane Tumbleston et al. 2015 where able to extend the "dead zone" to approximately 30 micrometers. As such, the part does not have to be peeled of from the optical window during the process and stair stepping is minimized. This allows for the production of flexible parts. Furthermore, the "dead zone" speeds up the viscous flow between two parallel plates, part and window, for the application of a new layer, see WO2014126837A2, improving the print speed.
I will now try to create prior art to support circumventions of the Carbon patent to extend the freedom of application of the scanning prism marketed as Hexastorm.
After studying the WO application of CLIP, I noticed that the European patent is different from the US patent.
In the European patent, EP2956823B1, claim one states ".. irradiating said build region through said optically transparent member to form a solid polymer from said polymerizable liquid while also concurrently advancing carrier away ..".
As such, I claim irradiating said build region with for example a transparent polygon scanner while not concurrently advancing away the part, but discretely. The part is exposed and moves after full exposure. Moving during exposure is also not possible as Hexastorm exposes a line and not a plane.
DMDs have a pattern/pixel rate of up to 20 kHz. Laser diodes can achieve a refresh rate in the order of 200 MHz. At 50.000 RPM and six sides, a transparent polygon scanner exposes at line rates of 5000 Hz. With a laser diode, the refresh rate is so much higher that it might be possible to alter the polymerization over much smaller distances. Stair stepping would be minimized even though the part is moved disretely.
If it is not possible, the procedure would still allow for the production of flexible parts.
The US patent, US 9216546B2, is wider in scope as claim one specifies "A method of forming a three-dimensional object, comprising the steps ...". The formulation using "steps" in US patent differs from "concurrently" in the European patent.
In the US, the process is also under patent if the part is not moved during exposure.
Carbon as a result markets its intellectual property as "digital light synthesis technology", although Continuous Liquid Interface Processing (CLIP) seems more applicable in the European union.
Key in the US patent is that parts are produced upside down and moved away from a build surface which is not air. This is peculiar as the original patent by Hull in 1986 specifies both up and down projection in figure 3 and 4 respectively.
A possible reason could be patent US7892474B2 by Envisiontec. As such, I claim the use of oxygen-inhibition in down projection, where the top of a part is up, using a scanning prism. Again, the fast exposure of a laser diode might minimize stair stepping and the "dead zone" will simplify coating.
Additionally, using air instead of teflon AF layer reduces costs.
After studying the following literature, dip and blade coating patent US5651934 of Charles Hull, flows in thin film coating by Christian Kushel, Zerphyr coating as described in US6159411, curtain coating as described in EP0928242 and the book Liquid Film coating by Kistler, I claim the following.
1. Firstly, the use of a "dead zone" in 3D printing to facilitate the coating of liquids in down projection photo-polymerization where the top of the part is up. I will now explain this.
Boundary conditions during coating are important. A part solidified up to air provides a non-consistent liquid // solid boundary condition.
During for example blade coating the coater can collide with the part. A dead-zone would prevent this and create a more consisting wetting of the substrate during e.g. Zephyr coating as it is entirely liquid.
2. Secondly, I claim that an array of transparent polygon scanners is integrated in the Zephyr blade. I claim that possibly in the Zephyr blade a Teflon AF film is partly applied between the liquid and air interface.
I claim that in the Zephyr blade the pressure of the air is monitored. I claim that an opening is provided to actively supply liquid to the Zephyr blade using a pumping mechanism.
3. Thirdly, I claim that the teflon AF film or part moves parallel to the plane of illumination and not only orthogonal as in the CLIP patent.
Transfer substrates are used by Admatec, Carima and described by TNO in EP2272653. Especially, I look at the figure provided at the front page of US2012007287. I claim that the film in this figure denoted by 10 is teflon AF and the exposure module denoted by 9 is an array of transparent polygon scanners.
Swarm printing
I claim the use of a transparent polygon scanner in so called swarm printing. Liquid can be applied via various ways such as extrusion.
2D Imager
Via a scanning prism you can create a line from a laser bundle, i.e. you can map a point (0 dimensions) onto a line (1 dimensions). As a result, with a second scanning prism which has its rotational axis orthogonal to the first you can map the line to a plane (2 dimensions). The second rotating prism would be thicker and typically rotate at a lower speed. This would partially mitigate the disadvantage, that it is much thicker. A point as in the Hexastorm or a collimated bundle could be moved. A 2D imager with prisms which moves a collimated bundle was used in the AGA Thermovision System 680 in 1970. The challenge solved by this thermal imaging camera was how to scan [over a wide area] using a single, very expensive, and liquid nitrogen cooled infrared detector. The solution was to pass the beam through two rotating [octagonal] germanium prisms, one horizontal and one vertical, see Inverse Problems in Engineering Mechanics, A.J. Kassab et al, page 114.
Bird control
Companies like Bird-X use lasers to scare birds at public air ports. Birds can get accustomed to the pattern and the pattern might be dependent on the type of bird. As such, it might be beneficial to alter the pattern of the laser with a transparent polygon scanner for bird prevention.
Satellite Communication
Companies like Inmarsat use laser bundles for optical communication with satellites, see video. The transparent polygon scanner can be used to transform a 0D laser spot into a 1D line or 2D plane. This plane or line can then be transformed with lenses and used to communicate with other satellites. For a DIY example with a microphone and a speaker see video.
Food printing
To get microwaves meals pass the FDA, a prototype meal with egg whites is typically made. These prototype meals consist out of salt and liquid egg whites. After microwave exposure, the FDA slices the prototype meal and checks whether the exposure is good enough. These microwave meals are made by hand. The Hexastorm could expose the liquid egg white with infrared radiation and trigger a maillaird reaction. If the process is combined with inkjet or needles more complicated egg white meals can be made. A layer of liquid egg white is coated an solidified with the Hexastorm. A 3D omelet can then be made by stacking multiple layers.
Tube measurement
Companies like LAP laser use reflective polygon scanners to measure tube diameters. Industrial giants like Vallourec use a combination of two of these scanners to inspect high collapse tubes. In a similar fashion, a transparent polygon scanner could be used to measure the diameters of tubes with a diameter smaller than the line length. Two transparent polygon scanners could be used to measure the diameter of larger tubes if they expose only the edges of these tubes. It must then of course be known that the tube diameter fluctuates less than the line length. So a tube with a diameter of 1000 mm can be measured if the diameter fluctuates less than e.g 10 mm. Keyence sells a module with 3-cmos chips and without a polygon scanner for details see the folder of the LS9000.
UV printing
In the printing industry UV LEDS are combined with UV curable inkjet heads. This process is also known as UV led curing. I claim the use in a commercial machine of one or more transparent polygon scanner with a UV inkjet head. The transparent polygon scanner could be used to vary the UV dosage. A UV LED can only provide an uniform UV dosage. It could also be that materials are applied to the substrate which are very sensitive to UV light. In this case a transparent polygon scanner could prevent that these materials are illuminated. It could also be that different materials require light of different wavelengths. In that case multiple transparent polygon scanners with possibly lasers of different wavelength could be used to apply the right wavelength and power to the right material. This claim applies to both 2D and 3D printing processes.
Particle Analyzers
Lasers scanners can be used in particle analyzers . A bundle is projected on a cell and the resulting image is measured with an image sensor. In specific, I claim that a transparent polygon scanner is used to move the laser bundle in such a particle counter or analyzer. Furthermore, I claim that a structured laser bundle is used which has been developed by CERN. Finally, I claim a transparent polygon scanner is used in a so called flow cytometry.
Rail Road Inspection
To inspect defects in rail roads laser scanners are used. The Hexastorm produces a shorter line length than most scanners. This could be mitigated by inspecting smaller things; e.g. small defects in airplane wings, smaller tubes / cables or surfaces. Like in rail road scanners, I envision that multiple scanners are used to illumate objects form multiple sides. The distrubed line would then be imaged by a camera. The image is then be used to calculate the shape of the substrate. I also envision a scanning system which consists out multiple scannes. An object shape is measured by a first scanner and a camera, the object is then marked by the second scanner. Furthermore, I claim the laser scanner first sends out a low-intensity line. This line would be used to record information of the substrate. The second line produced by the same scanner at higher power would be used to alter it. I can envision that this is beneficial for among others laser engraving and 3D printing.
Marking of medicine / Printing of medicine
Instead of the Videojet 7810 2-Watt UV laser marking system, the hexastorm with a UV laser is used to deliver high-contrast cold marking permanent codes enabling product lifetime track and trace for pharmaceutical, medical device and cosmetic manufacturers. Possibly a camera is added to detect the products to be marked. Also the Hexastorm could be used to print medicine with selective laser sintering. An example is the recent FDA approved epilepsy 3D printed pill from Apprecia Pharmaceuticals.
Inkless printing
The Yes!Delft startup Tocano is developing Inkless printing, see video. Tocano plans to print paper without ink and carbonize patterns into the paper with laser light using scanning mirrors, see US9393804B2. Key to their patent is that they apply a transparent sheet onto the substrate to lower and control the amount of oxygen at the paper substrate. As scanning prism could also be used to carbonize paper and move the laser bundle. A higher throughput can be created if multiple Hexastorms would be used in tandem to illuminate a substrate such as a piece of paper; wavelength could be 1 micrometer or 440 nm. Ideally, wavelengths are used where the absorbance of paper is high.
Laser Microscopy
In microscopy laser scanners are used to illuminate the substrate. The reflected light, which can be of a different wavelength, can then be imaged by a camera. I claim that a transparent polygon scanner is used to move a laser bundle over a sample in a microscopy. Possibly, a semi-transparent mirror is added to analyze reflected light. This mirror can be added between the sample and the transparent prism possibly after the last cylinder lens. A DIY version of a laser scanning microscope can be found at instructables. Other options are laser scanning fluorence microscopy, Raman microscope and in vivo imaging with HiLO microscopy. Further possibility is Field-portable quantitive lenssless microscopy based on translated speckle illumation on sub-sampled ptychographic phase retrieve using a transparent polygon scanner. Or A New Method of Creating High-Temperature Speckle Patterns and Its Application in the Determination of the High-Temperature Mechanical Properties of Metals with a scanning prism.
Dual side PCB exposure with the use of transparent plate
Industrial giants like Manz, Orbotech etc. produce PCBs on a side by side base. First the top side is exposed and then the bottom side. I claim a machine which illuminates a PCB from two sides at once. To achieve this an array of transparent polygon scanners is used to expose the PCB from the top and bottom. The PCB is positioned on a transparent plate. As a result, the PCB can also be exposed from the bottom side. Possibly, the transparent plate is coated with Teflon or lubricated with a substance such as oil. This is to prevent damaging of the transparent plate. A patent application for dual side exposure without transparent plate is EP1001315A2.
Laser Induced Forward Transfer (LIFT)
Let's quickly read, Inkjet Technolgy for Digital Fabrication, IAN M. Hutchings. There are various ways to create droplets such as Continuous Inkjet (CI) and Drop On Demand (DOD).
A well known challenge with DOD technologies are the limits with respect to viscosity. Continuous inkjet allows for higher viscosity but the stream has to be broken up into droplets and droplets need to be selected.
In CI generation an electric field can be used to position the droplets, see Sweet 1965.
Rejected droplets can be put in a container and reused.
This requires a conductive ink. For non-conductive inks, Kodak has explored alternative selection techniques to select the droplets via air. A patent on droplet selection is US8544974.
The liquid stream has to be forced to break up into droplets when the liquid stream leaves the nozzle. A way for doing this is via a piezoelectric effect or heating. The droplets can be detected by a stroboscope and a camera.
Droplets can also be generated by laser induced forward transfer. Poietis calls this laser-assisted bioprinting.
I claim a laser induced forward transfer where a transparent polygon is used to move the laser bundle. An application might be bioprinting as demonstrated by Poietis.
I claim that the Hexastorm is used to force the break up of droplets in a continuous inkjet head using heating. I claim that the Hexastorm is used to detect the position of one or more droplets either on the substrate or while falling.
I then claim that the Hexastorm is used as a selection mechanism to evaporate certain droplets or push them away by colliding them with another droplet generated with laser induced forward transfer.
I claim that the Hexastorm is used to emit a droplet from one stream via LIFT and then merge it into another droplet.
Likewise, I claim the same things for a drop on demand system where droplets are ejected by acoustic energy, piezoelectric effect or thermal effect. Again the Hexastorm can be used to detect the position of droplets, see if nozzles are clogged and calibrate the inkjet head by checking the position of droplets either upon the substrate or in the air.
Light can be used to cure liquids so they become conductive via so called flash curing. In some novel conductive inks nano-particles are dissolved. The solvent is used to lower the viscosity and facilitate transportation in the head. If the ink is on the substrate, the solvent must be removed which is done via flash curing.
I claim the open hardware fast high resolution laser is used for this application.
You could also cure UV inks and vary the dosage per ink using optical coherence tomography. Or use OCT to check wether the conductive ink is fully cured. This could be very interesting for companies like Luxexcel. They try to create optical components with droplets, see patent application EP2412767A1.
Dual Photon
Nanoscribe uses a femtosecond laser to solidify resin via dual photon polymerization with a galvo scanner, see link. The advantage of the Hexastorm light module is its telecentric projection. This allows a machine to stitch lanes accurately without a telecenric lens. As such, it could be useful for a dual-photon process. I claim the combination of a femtosecond laser or the laser used by Nanoscribe prior to 4 april 2019 with a transparent polygon scanner in dual photon polymerization. Dual photon polymerization can be used to create objects via 3D printing.
STED Lithography
STimulated Emission Depletion (STED) lithography is a way to expose 3 dimensional structures in resist, without a mask, with dimensions much smaller than the optical diffraction limit. This is achieved by a first ‘exposure beam’, with a diffraction limited Gaussian spot, followed by a second ‘depletion beam’. This second beam has a donut like intensity distribution and cancels the effect of the ‘exposure beam’, resulting in an effective exposure volume, much smaller than the Gaussian intensity distribution. STED lithography can get a lower resolution limit than 2-photon lithography. In literature, resolutions down to 1/5 of the diffraction limit have been reported. I claim a setup where 2 lasers, for example a continuous wave laser at 532 nm and femto-second Ti:Sapphire laser are coupled by for example two diochroic mirrors into one bundle. This bundle is then scanned via transparent polygon scanner. An overview of this technology where a galvo is used to move the bundle can be seen at link.
Flexographic sleeves
The Hexastorm can be used to print flexographic sleeves directly. The current process is indirect.
Detector bar to allign scanheads
If multiple scan heads are used, a challenge is to align these heads. The position of the laser in each head has to be known exactly. One way of doing this is by moving a camera under the scan heads and collecting position information per laser. The laser would project directly onto the CCD / CMOS chip and its position would be determined. This is however expensive as it requires an extra stage with camera. The chip has a finite size of for example 5x5 mm and has to be moved. Another solution of doing this would be to add a bar from diffuse glass, e.g. opal glass. The light would be scattered in this bar and reach the edges of it. At the edge of this bar there would be a photodiode. One might think that this bar must be narrow so the position can be detected up to 10 micrometers accurate in one direction. The current photodiode used to calibrate the laser is, however, also not narrow. You can simply use the rising edge of the signal recorded by the photo-diode used to monitor the diffuse opal bar. The stage upon which the scan head is mounted then moves in orthogonal direction to this bar. By turning on the laser and moving it over the bar. The position can be determined exactly in that direction. It might be needed to add a cap-around the bar to minimize stray light. This is also done for the photo-diode in the scanhead. Still, I need two dimensional information. I also need to know the position of the laser diode at the bar. To do this I could use multiple photodiodes along edges of the bar. These would all measure a signal if the laser hits the bar. The signals will however arrive at different points in time. This allows one to determine the position of the laser along the bar.
Virtual reality glasses / Augmented Reality Glasses
A scanning prism can also be used in 3D glasses. Scanning prisms are used for creating a screen in a laser TV. A lot of companies are active in 3D glasses; e.g. Google Glass, Magic Leap, Oculus and Hololens.
Colors are created in a laser TV by coupling three lasers of different wavelength and optical power in the same bundle.
For 1080p at 100 hertz. you would like something on the order of 100,000 lines per second. At 30.000 RPM and 8 sides prism you have 4000 lines per second. This is not enough;
Option 1: Miniaturization
Scale down the size of the prism, this will make it easier to spin it at high speed. The angular momentum drops due to lower mass and radius, which implies lower energies at a fixed RPM. The fastest spinning disk ever made at 600 million RPM is also small.
Option 2: Plurality of bundles through prism
You could use 20 fibers where each fiber has 3 lasers but once you have multiple lasers per color, then you have to get everything very precisely aligned with 6 degrees of freedom. This is a tough problem with just 3 colors. Let alone 20 fibers with 3 laser colors.
Option 3: Increase the number of facets
There are prism which have 72 facets and can be spun at 70.000 rpm (see Roadrunner).
Option 4: Optical transformation
Project 1920x1080x100 pixels but divide it over 4000 lines where each line has 51840 pixels. This would however require a small spot for a 20 mm long line of something like 385 nm.
The light could be coupled into the eye via a diffraction waveguide see patent US20170276948A1. I also claim that the aspherical lens used after the laser is actuated, for instance by a piezo. This would be done to mitigate the vergence-accommodation conflict.
Photoacousting imaging
The photoacoustic effect or optoacoustic effect is the formation of sound waves following light absorption in a material sample.
Basically the schema is as follows; you scan with a laser beam over tissue or gas and then detect the produced sound waves. From it you can determine the material properties, see figure.
The effect was discovered by Graham Bell in 1880. A patent by Hitachi is US5781294A. The claim is quite nice and general but the patent expired in 2012.
Olympus corp filed a patent for using this effect with a galvo scanner. The patent is valid up to 2035 and its number is US10209226B2.
Let's have a look at claim one;
"... the scanning unit includes a movable mirror which changes an angle of incidence of the excitation light incident on the objective lens, and ..."
Prior art is constructed as follows;
"... the scanning unit includes a scanning prism which changes an angle of incidence of the excitation light incident on the objective lens, and ... "
Note that it depends on the arrangment. In the Lindberg arrangment the angle of incidence changes. In the Hexastorm arrangement, the angle of incidence is mostly constant and the bundle is only deflected.
A more complicated patent example from 2018 with two beams by Yokogawa electric corporation can be found here US20180140199A1 .
As we can see from the front figure in the patent, the patent propose the use of two frequency shifted beams from the same light source which are then coupled into a single point by a variable focus lens.
However, what is also clear is that this lens is positioned after the light scanning unit. In the Hexastorm, it can also be positioned before.
Still, a cylinder lens after the scanning unit seems more beneficial.
I claim the reverse effect. So here an ultrasound wave is produced and the result is detected via an interferometer which uses a scanning prism. The idea is similar to the optical coherance tomography setup I discussed earlier. A patent by Hitachi can be found here US20130160552A1 but it expired as they seem to have stopped paying the fee.
A Dutch research group from the TU Twente used the effect to detect breast cancer. The optical effect is non-invasive but does not have a deep penetration depth. I claim the same a scanning prism with photoacoustic imaging is used to detect skin cancer, skin deseases, cancer etc.
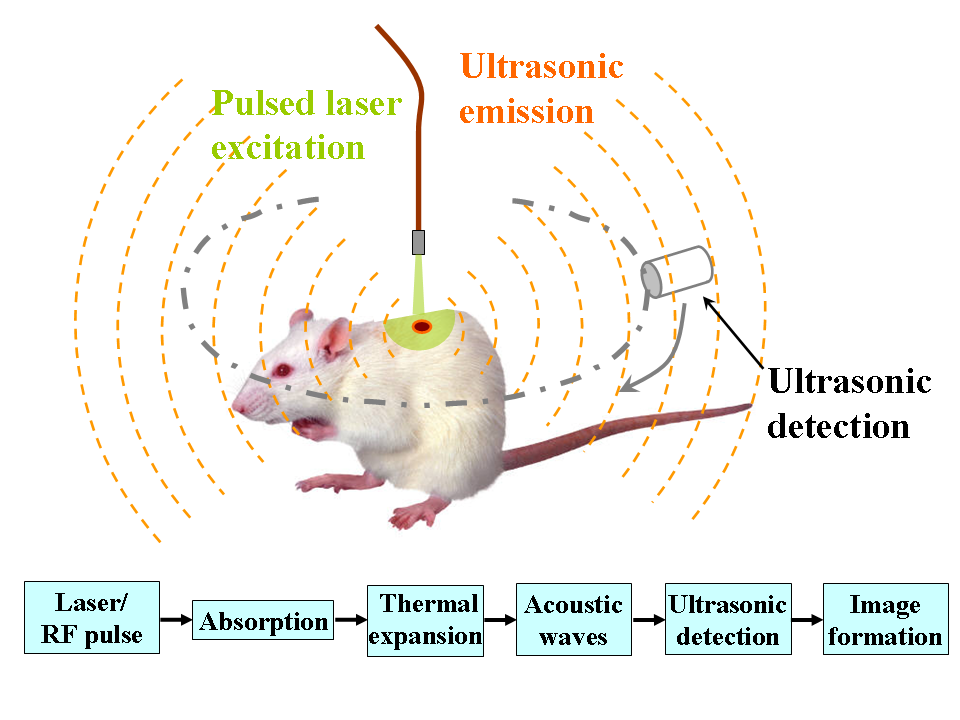{kind=link}
Glass Tubes / Flow Lithography
UV Light can be used to disinfect the material flowing in tubes. Infrared laser light can be used to heat specific particles/cells/droplets if the tube is made from glass. Scanning prisms can be used in vibrometery, which can be used to measure fluid flows in glass tubes using laser doppler velocimetry. Laser galvo scanning interferometry can be used for flow velocity measurements through disturbing interfaces. Likewise a scanning prism can be used to measure flow in chemical processes. Ideally, the glass tube is square to minimize a lensing effect. Furthermore, an interesting option would to polymerize particles in the tube, or sintering takes place in the tube. MIT patented this process in US7709554, but used a DMD projector and not a scanning prism. In addition, I claim the case the walls of the tube are created from Teflon AF. This could for instance done on a micro-fluidic chip which would again be produced by a scanning prism. One could simply use the setup outlined here and use a scanning prism instead of a galvo scanner. If this is not sufficient I would make the tube square and sufficient porous by laser engraving the tube with a scanning prism and C02 laser, where I spin the prism at a relatively low speed and possibly use an auxiliary bundle to fix the timing. The speckle pattern can be measured which is created by shining in the tube. This process can for example be is used in the food industry to measure the dairy viscosity in a glass tube. You could walk around in the garden with a handheld Hexastorm and measure the biological status of a plant. The detector could be a CCD/CMOS camera at the same side or opposite side of the plant leaf or glass tube. Possibly, the scannin prism is under an angle so the reflected light does not fully transmit back to the polygon scanner but can be measured by another device at the same edge of the tube, like a CMOS/CCD chip/grating light valve with appropriate lens. The laser is pulsed and the time of flight is measured. This allows one to both record the amplitude and time phase spectrum of the material under measurement. Incidentally, I claim that gasses are flowing in the tubes or that tracers are applied to the particles in the tube.
Transparent Galvanometer Scanner
I claim a galvanometer scanner which is made by a transparent prism instead of a reflective mirror. An advantage of a transparent galvanometer scanner is that it allows one to vary the spot speed along the scan line. The argument/applications would be largely analogous and follow from the above article.