Mendel materials preparation
Once you’ve got your raw stock, you need to prepare some of it:
Bar
Check the assembly data sheet for specifications. Cut the bar to size using a hack saw and tape measure. Use soft vice pads so as not to damage the bar surface or threads. If using mild steel, oil immediately to avoid rusting. File off all burrs.
Belt
Check the assembly data sheet for specifications. Use the Belt splitter jig to cut the widths you need. Do not break the z-belt loop – this needs to be continuous!
Extruder parts
The extruder design is frequently updated: check the Mendel extruder page for the latest procurement/preparation documentation.
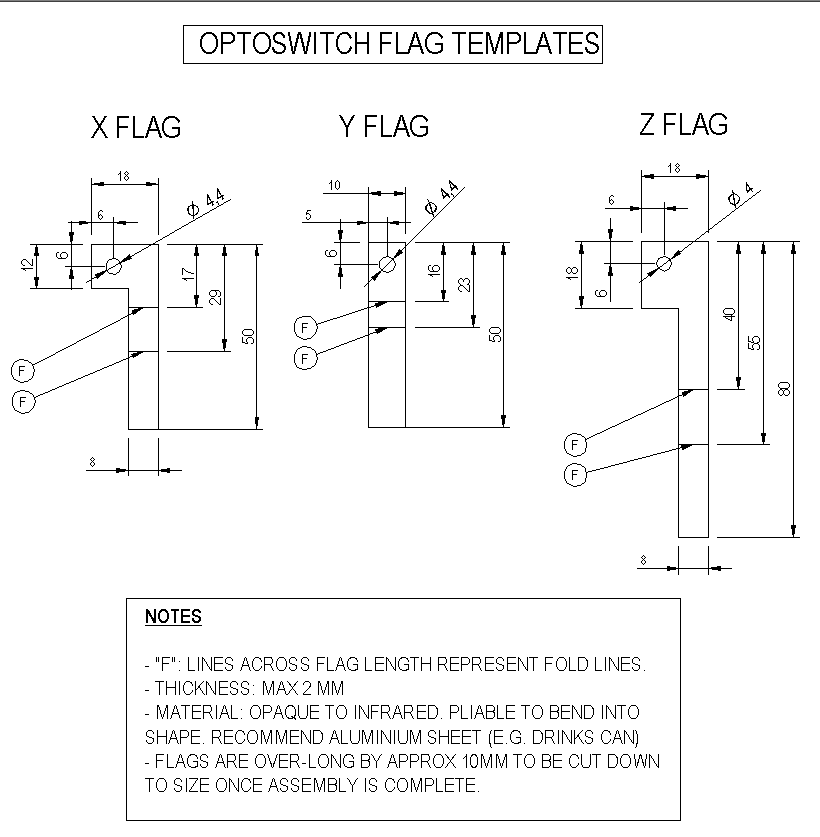
Thin sheet

To prepare your optoswitch flags you need to drill and cut the sheet to shape using tin snips/scissors, depending on sheet thickness. Either use the dimensions shown here or print a template from the dxf file. (Make sure your printer doesn’t scale the template! Measure the reference dimension after printing to check).
{kind=link}
RP
Clean out all holes and remove support material if necessary.
Thick sheet
Thick sheet components are best cut on a laser cutter.
This zip file contains dxf’s for all individual sheet components, including a dxf of them all grouped together for a one-shot cut.
If doing manually, or using a hacksaw or - better - a fretsaw, apologies. Whilst it is still possible, the author admits it will not be easy. One of the drawbacks of making the design compact was increasing complexity, and the y-chassis has many complex cutting features in it. Add +0.4 mm on to all nominal hole diameters to ensure a clearance fit for bolts. For example a hole for an M4 bolt should be drilled to 4.4 mm (though 4.5mm will also suffice).
Studding
Same as bar.
Back to Mendel mechanical construction root.